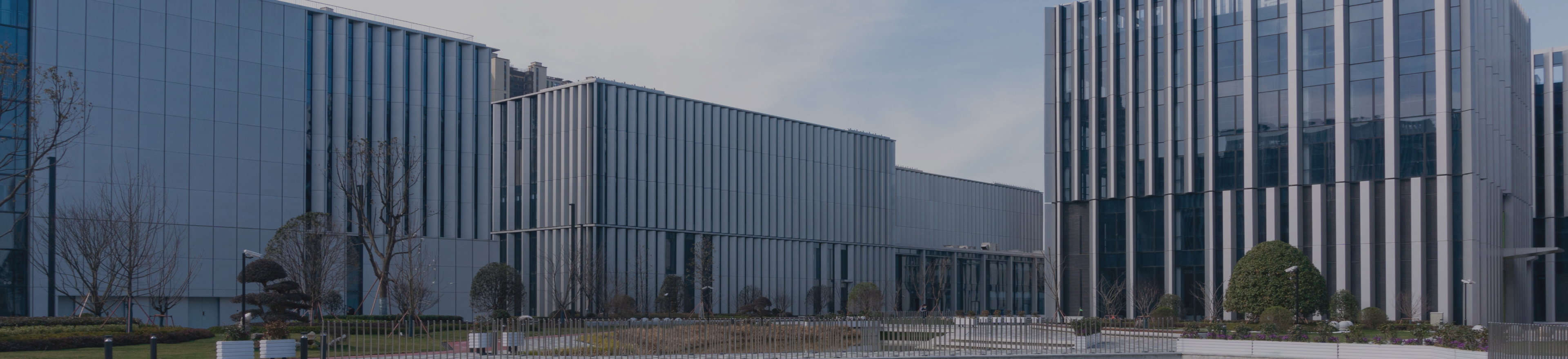
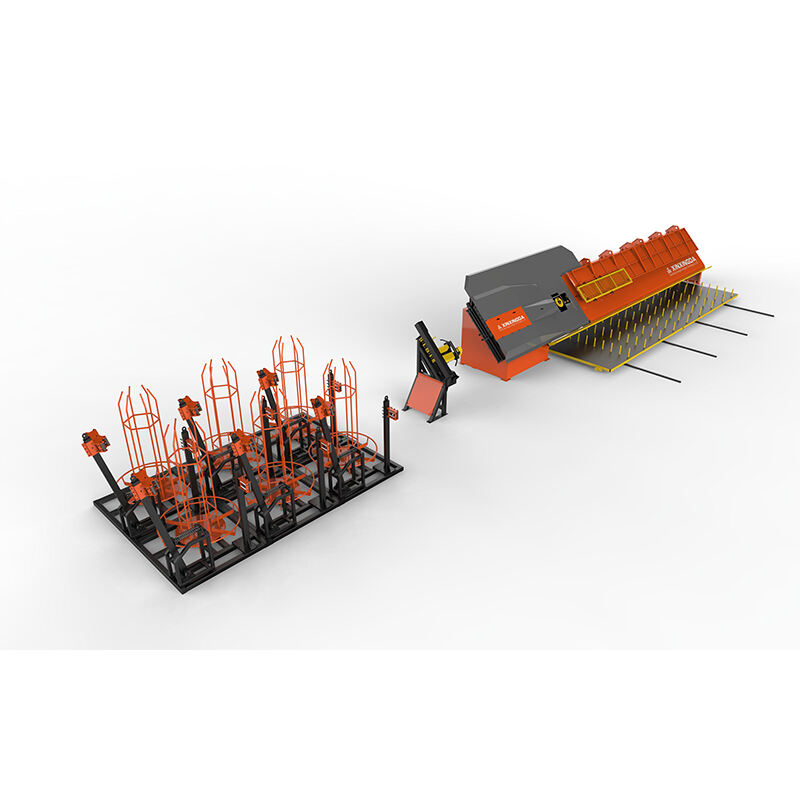
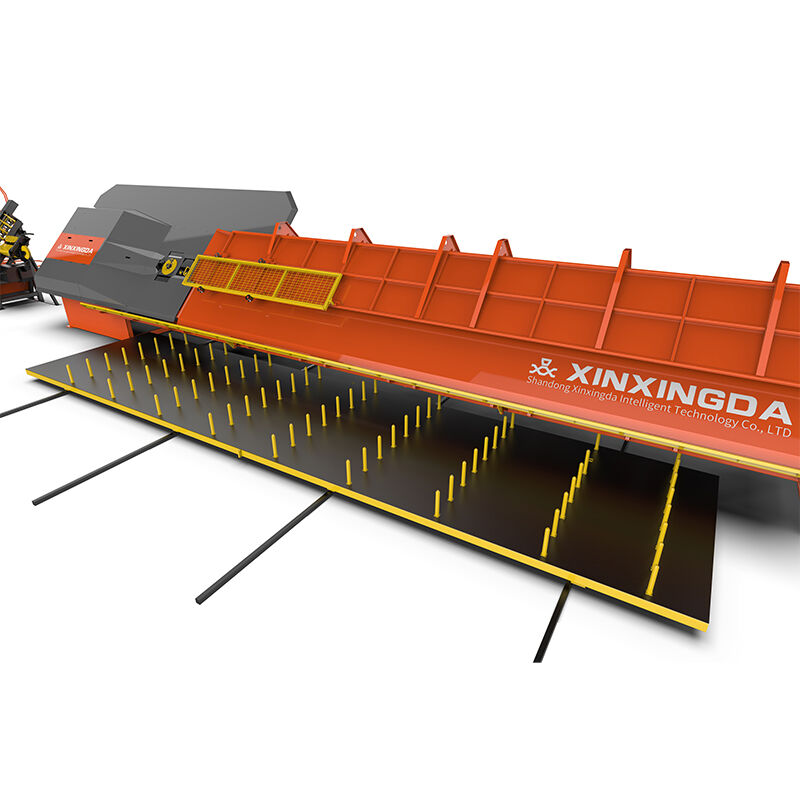
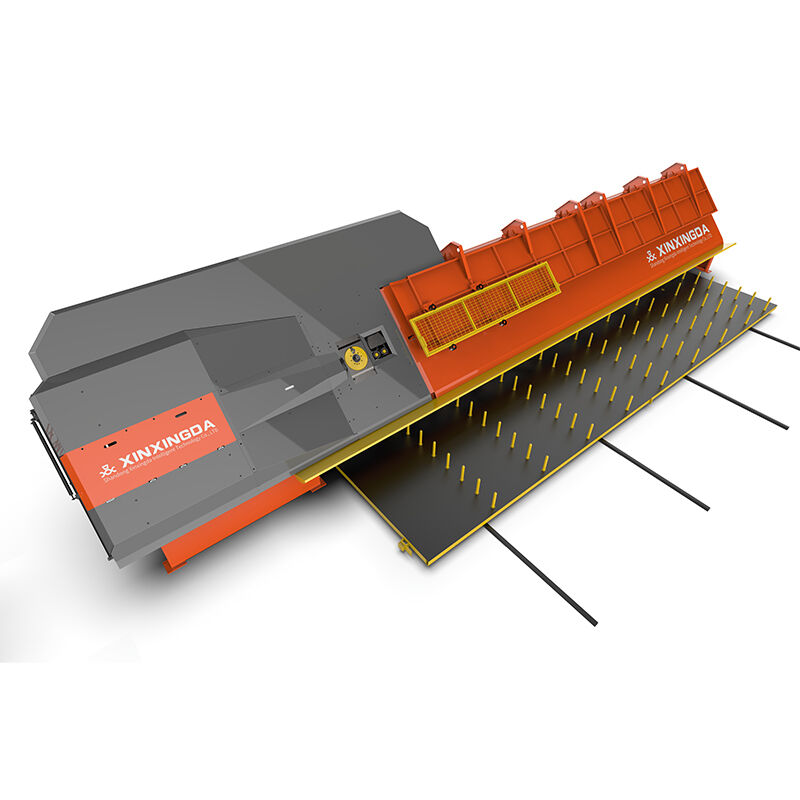
Integrált többműveletes feldolgozási képesség
A fejlett rúd-mélymegmunkáló központ forradalmasítja a gyártási hatékonyságot, mivel komplex, többműveletes megmunkálási képességgel rendelkezik, amely számos gépi megmunkálási funkciót egyetlen, zavartalan munkafolyamatba integrál. Ez az integráció kiküszöböli a hagyományos megközelítést, amely szerint a munkadarabokat több gép között kellett mozgatni, és amely korábban kezelési hibákat, pozicionálási pontatlanságokat és jelentős időkéséseket eredményezett. A rendszer pontos esztergálási műveleteket és élő szerszámozási lehetőséget is biztosít, így összetett marás, fúrás és menetkészítés végezhető el egyidejűleg az esztergálási folyamat során. Ez a szinkronizált megközelítés drasztikusan csökkenti a ciklusidőt, miközben kiváló pontosságot biztosít az egész megmunkálási sorozatban. A fejlett rúd-mélymegmunkáló központ kifinomult szerszámkezelő rendszereket alkalmaz, amelyek automatikusan kiválasztják és pozicionálják a megfelelő vágószerszámokat a programozott specifikációk alapján, így minden művelethez optimális vágási feltételeket biztosítanak. Az integráció kiterjed a minőségellenőrzési folyamatokra is: a folyamat közbeni mérőrendszerek a darabok gépből való eltávolítása nélkül ellenőrzik a méretbeli pontosságot, ezzel kizárva a lehetséges újrapozicionálási hibákat. Az anyagmozgatás automatizálása folyamatos feldolgozási folyamatra teszi lehetővé, mivel robotrendszerek kezelik a rúdanyagok betáplálását, a darabok átvitelét és a kész alkatrészek eltávolítását emberi beavatkozás nélkül. Ez a teljeskörű integrációs képesség lehetővé teszi olyan összetett alkatrészek gyártását, amelyeket korábban több beállítás és gépváltás igényelt, így jelentősen csökkentve a gyártási bonyolultságot és a kapcsolódó költségeket. A rendszer képessége, hogy a nyers rúdanyagtól kezdve egészen a kész alkatrészig teljes megmunkálási műveleteket végezzen, alapvető változást jelent a hatékonyabb gyártási folyamatok irányába. A termeléstervezés egyszerűsödik, mivel a tervezők egyetlen művelet ciklusidejével dolgoznak, nem pedig több gép ütemezésének és az egyes műveletek közötti anyagmozgatás koordinálásával.