

建設業界では、生産性の向上と業務の合理化を図るため、常に革新的なソリューションが求められています。鉄筋加工分野で最も変革をもたらしている技術の一つに、 鉄筋ケージローリング溶接機 、鉄筋かごの生産に取り組む建設チームの方法を革新する洗練された装置です。この高度な機械は、鉄筋コンクリート構造物をより迅速かつ正確かつ費用効果の高い方法で製造するという高まる需要に対応します。現代の建設プロジェクトでは非常に高いスピードと精度が求められており、従来の手動溶接方法では、厳しい納期や品質基準を満たすことが次第に困難になっています。
鋼材かごローリング溶接技術の理解
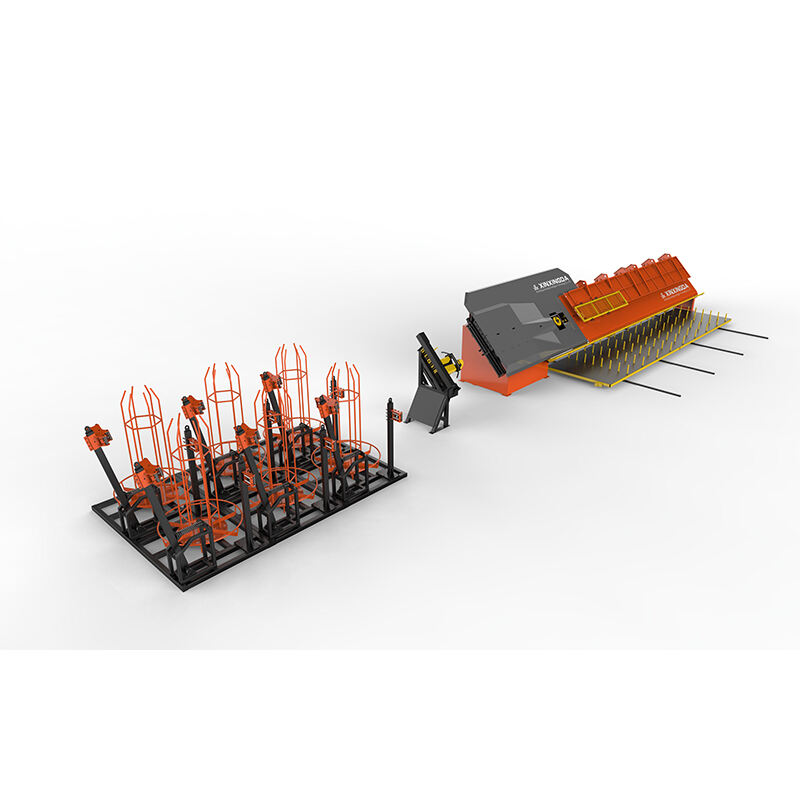
主要部品と機械設計
スチールケージのローリング溶接機は、高品質の補強ケージを製造するためにシームレスに連携して動作する、多数の高精度設計部品を組み込んでいます。主なローリング機構は、縦方向の補強鉄筋間の間隔を一定に保ちながら、鉄筋を正確な円形または矩形形状に導く可動式成形ローラーで構成されています。高度なサーボモーターが回転速度と位置決め精度を制御し、生産プロセス全体を通じて均一なケージ寸法を確実にします。溶接システムは通常抵抗溶接技術を採用しており、交差する鉄筋同士の間に強い信頼性のある継手を形成するために、あらかじめ設定された間隔で一貫した熱を供給します。
高度な制御システムにより、プログラマブルロジックコントローラーと使いやすいインターフェースが統合されており、オペレーターは特定のかごの寸法、間隔要件、溶接パラメータを入力できます。これらの機械には通常、自動ワイヤフィード機構が備わっており、スターラップ材を連続的に供給することで手動ハンドリングを排除し、生産の中断を減らします。頑丈なフレーム構造は高速運転中の安定性を提供すると同時に、建設用途で一般的に使用されるさまざまな鉄筋直径とかごサイズに対応可能です。
運用ワークフローおよびプロセス統合
運転手順は、縦方向の補強鉄筋を機械の保持治具に装着することから始まり、次いでデジタル制御パネルを通じて所望のケージ仕様をプログラムします。開始されると、機械は構造図面に従って鉄筋を自動的に配置し、同時にローリング機構がケージ構造の成形を開始します。統合された溶接システムはあらかじめ設定された位置で作動し、スチルップと主補強鉄筋の間を確実に接合するため、各溶接点でのオペレーターの介入は必要ありません。
品質監視システムは、溶接パラメーターやかごの寸法、生産速度を継続的に追跡し、一貫した製品品質を確保するためにリアルタイムでフィードバックを提供します。多くの最新マシンには自動測定システムが組み込まれており、プログラムされた仕様とかごの寸法を照合して検証するため、構造的完全性を損なう可能性のある寸法誤差の発生を低減します。このプロセス全体は最小限の手動介入で運営されており、熟練した技術者は反復的な手動作業ではなく、品質管理や機械の最適化に集中できます。
自動化による生産性の向上
速度と生産量の改善
従来の手作業による鉄筋かごの製作には、大規模な補強かご1つを完成させるのに複数人の作業員が数時間かかるのが一般的ですが、自動化された鉄筋かご巻き取り溶接機は同等の構造物を短時間で生産できます。生産速度は従来の方法と比較して300〜500%向上する可能性があり、建設チームが一貫した品質基準を維持しながらも短期間のプロジェクトスケジュールに対応することを可能にします。連続運転が可能なため、停止時間を最小限に抑えながら長時間の生産運転が行え、設備の稼働率とプロジェクト全体の効率を最大化できます。
高速溶接プロセスにより、最適な溶け込み深さと強度特性を維持しつつ、迅速な継手形成が実現されます。自動材料搬送システムにより、かごの位置決めや向き調整に必要な時間が短縮され、従来の鉄筋加工に伴う多くの手作業が排除されます。この生産能力の向上により、請負業者はより大規模なプロジェクトを受注したり、既存の工事を予定より早く完了したりすることが可能になり、入札プロセスや顧客満足度において競争上の利点を提供します。
労働力の最適化とスキル向上
スチールケージのローリング溶接機を導入することで、労働力の要件が大きく変化し、従来の肉体労働から技術的な操作および品質管理への重点が移行します。ケージ生産に必要な人員が減少するため、企業は人的資源を他の重要なプロジェクト活動に再配分でき、全体的な労働コストを削減することが可能になります。残るオペレーターは、機械のプログラミング、メンテナンス、品質管理に関する高度な技術スキルを習得し、組織内においてより価値が高く専門性の高い職務が創出されます。
機械操作のためのトレーニング要件は、従来の溶接技術を習得する場合に比べて通常短く済み、企業が迅速に有能な運用チームを構築することを可能にする。自動化された生産による身体的負担の低減は、作業者の疲労や怪我のリスクを軽減し、職場の安全性向上と労働者補償費用の削減に寄与する。この人的資源の最適化により、建設会社は業界で一般的に見られる熟練労働力の不足に直面している場合でも、一貫した生産能力を維持できるようになる。
品質と精度の利点
寸法精度と一貫性
自動化された鉄筋かごのローリング溶接機は、手作業による施工方法を大幅に上回る卓越した寸法精度を実現します。コンピュータ制御の位置決めシステムにより、かご構造全体にわたって鉄筋の間隔が一貫して保たれ、手作業での測定や配置に伴いがちなばらつきが排除されます。また、高精度の成形ホイールによって、プログラムされた仕様に従って鉄筋かごの直径や寸法が正確に維持され、製造後の調整や修正の必要性が低減されます。
品質管理システムは生産パラメータを継続的に監視し、規定された公差からのずれをリアルタイムで検出し、工学的要件への適合を維持するために自動的に機械設定を調整できます。このレベルの精度は、寸法の正確さが組立効率と構造性能に直接影響するプレキャストコンクリート用途において特に重要です。一貫した品質の出力により、材料の無駄や再作業コストが削減されると同時に、厳しい建設基準および建築規制への適合が保証されます。
溶接品質と構造的完全性
溶接環境の制御は、以下によって提供されます 鉄筋ケージローリング溶接機 システムにより、一貫した溶け込み深さと強度特性を持つ最適な継手形成が実現されます。自動化された溶接パラメータによって、電極の位置決めの不一致、溶接速度の変動、電流設定のばらつきなど、溶接品質に影響を与える人為的なばらつき要因が排除されます。その結果、鉄筋コンクリート構造物の用途において、構造設計基準を満たすか、それを上回る高い継手完全性が得られます。
高度な溶接モニタリングシステムは、各継手ごとの電極の状態、電流の流れ、溶接時間を追跡し、品質保証プログラムを支援する詳細な生産記録を保持します。手動作業による溶接が不要になることで、完全溶け込み不良、気孔、または不均一な溶け込みといった構造性能を損なう可能性のある欠陥の発生リスクが低減されます。このように向上した溶接品質は、鉄筋コンクリート構造物の長期耐久性を高めるとともに、高額な修繕や構造変更の必要性を低減します。
経済的影響と費用対効果
直接的なコスト削減と投資利益率(ROI)分析
スチールケージのローリング溶接機技術への初期投資は、通常、複数のコスト削減メカニズムを通じて大きなリターンをもたらします。自動化された生産では、より少ない人員で高い生産速度を達成できるため、人件費の削減が最も即座に得られるメリットです。また、切断および位置決めシステムが高精度であるため、廃材の発生が最小限に抑えられ、製造プロセス全体での原材料の使用効率が最適化されることで、材料の無駄が削減されます。
エネルギー効率の向上は、従来の方法と比較して最適化された溶接サイクルおよび全体制作時間の短縮によって実現されます。再作業や品質関連の遅延がなくなることでプロジェクトコストが削減され、スケジュール遵守も改善されます。多くの請負業者は、生産量やプロジェクトの複雑さに応じて、導入後12〜24か月以内に投資回収(ROI)を達成しています。長期的な財務的利益は初期コストの回収を超えて続き、入札能力の強化や利益率の改善を通じて持続的な競争優位性を提供します。

市場競争力とビジネス成長
先進的なスチールケージのローリング溶接機を活用している企業は、より短い納期と競争力のある価格体系を提供できるため、プロジェクト入札において大きな競争優位性を得ます。生産能力の向上により、従来の加工方法では不可能であった大規模なプロジェクトや複数の並行作業を受注することが可能になります。この拡大された能力は、建設業界において市場シェアの拡大と事業成長の機会をもたらすことがよくあります。
機械生産されたケージの優れた品質と一貫性により、企業の評判と顧客満足度が向上し、リピート取引や紹介ビジネスの機会につながります。タイトなプロジェクト納期に一貫して対応できる能力は、ゼネコンやプロジェクトオーナーとの信頼関係を築き、持続可能な収益源となる長期的なビジネス関係を生み出します。建設業界がより高い効率性と品質基準へと進化し続ける中で、こうした競争上の優位性はますます重要になっています。
導入時の検討事項とベストプラクティス
現場計画および設置要件
スチールケージのローリング溶接機システムを成功裏に導入するためには、装置の設置やケージの取扱作業に十分な床面積を確保するなど、施設要件を慎重に検討する必要があります。電源仕様は高電流溶接システムの厳しい要求を満たさなければならず、通常、専用の電力供給設備および適切な接地システムが必要です。また、換気システムは溶接煙塵の排出に対応できるようにし、安全な作業環境を維持するとともに労働衛生関連法令を遵守する必要があります。
資材搬送システムは、機械に原材料を効率的に供給するとともに、完成したかご状鉄筋の保管および輸送のための十分なスペースを確保するように設計されるべきです。大型のかご状鉄筋の取り扱いにはクレーンやリフティング設備が必要となる場合があり、これには適切な構造的サポートと作業空間の確保が求められます。レイアウトは、材料の移動を最小限に抑え、生産効率を最大化しながら、すべての作業員にとって安全な作業環境を維持するよう、作業の流れを最適化すべきです。
トレーニングおよびメンテナンスプログラム
スチールかごローリング溶接機への投資を最大限に活用するためには、包括的なオペレーター向けトレーニングプログラムが不可欠です。トレーニングには、機械の操作、プログラミング手順、品質管理方法、および基本的なメンテナンス作業を含め、最適な性能と長寿命を確保する必要があります。定期的な再教育トレーニングにより、オペレーターの能力を維持するとともに、新機能や運用上の改善点が登場した際にそれらを導入できるようにします。
予防保全プログラムは、生産スケジュールを妨げる可能性のある予期せぬダウンタイムを最小限に抑えながら、設備の寿命を大幅に延ばします。これらのプログラムには、製造元の推奨事項と実際の運転条件に基づいた定期点検スケジュール、潤滑手順、および部品交換サイクルを含めるべきです。資格を持つサービス技術者との関係を築くことで、複雑な修理に対する迅速な対応が可能になり、包括的な保全記録を維持することで、保証要件への準拠と設備の最適化を支援します。
よくある質問
鋼鉄製かご巻き溶接機でどのような種類のかご補強材が製造可能ですか
スチールケージのローリング溶接機は、柱や杭用の円形ケージ、梁や基礎用の矩形ケージ、特殊用途向けのカスタム形状など、多様な補強構成を製造できます。ほとんどの機械は6mmから40mmの鉄筋直径に対応し、ケージ直径は200mmから3000mm以上まで対応可能です。また、構造要件に応じて、円形、正方形、長方形、多角形などのさまざまなストラップ(かしら)形状にも対応できます。
スチールケージのローリング溶接機の設置にはどれくらいのスペースが必要ですか
スペースの必要量は機械のサイズやケージの寸法によって異なりますが、大型機械の場合、通常は長さ20〜30メートル、幅10〜15メートルの最小面積が必要です。原材料の保管、完成したケージの取り扱い、およびメンテナンス作業のためのアクセス用に追加のスペースが必要です。天井の高さは最大ケージ直径にクレーン操作のための十分な余裕を加えたものでなければならず、多くの用途では最低でも6〜8メートルの高さが必要となります。
自動鋼鉄ケージ溶接システムの一般的な生産能力はどのくらいですか
生産能力は、かごのサイズ、複雑さ、溶接の要件によって異なりますが、最新の機械のほとんどは通常速度で稼働した場合、1日あたり50〜200メートルのかごを製造できます。大径のかごは、周囲が長く溶接点が多いことから、単位長さあたりの処理に小径のかごと比較してより多くの時間を要します。連続運転機能により長時間の生産が可能になり、需要のピーク時やタイトなスケジュールのプロジェクトにおいて、出力を最大で2倍に増加させることが可能です。
自動化されたかごの生産は、品質の面で手作業による方法とどのように比較されますか
自動鋼鉄ケージ巻取り溶接機は、寸法の精密制御、溶接パラメータの一貫性、および人的なばらつき要因の排除により、手作業に比べて一貫して優れた品質を実現します。寸法公差は通常50〜80%改善され、生産ロット全体を通じて溶接品質が均一に保たれます。自動化されたプロセスにより、欠陥が削減され、再作業の必要性が最小限に抑えられ、製造されたすべてのケージについて構造設計仕様および建築基準法規への適合が確実に保証されます。