I. Πρόλογος: Από το «Μία Κοπή Επικρατεί Όλων» στο «Πρώτα η Απόδοση»
Οι ράβδοι οπλισμού, ως το πλαίσιο των σκυροδετών κατασκευών, η αποδοτικότητα της επεξεργασίας τους επηρεάζει άμεσα την πρόοδο των εργασιών και το κόστος. Στο παρελθόν, η κοπή των ράβδων οπλισμού βασιζόταν σε χειροκίνητες φορητές μηχανές κοπής ή σε απλούς εξοπλισμούς κοπής, γεγονός που είχε ως αποτέλεσμα όχι μόνο υψηλή εντατικότητα εργασίας και αργή ταχύτητα εργασίας, αλλά και ανομοιόμορφη ποιότητα κοπής, αδύνατη να ικανοποιήσει τις πολλαπλές απαιτήσεις ακρίβειας και αποδοτικότητας που προϋποθέτουν τα έργα ευφυούς μηχανικής. Με την άνοδο της τεχνολογίας ελέγχου με αριθμητική διαδικασία (CNC) και των αυτοματοποιημένων εξοπλισμών, η έννοια των γραμμών κοπής ράβδων οπλισμού έχει σταδιακά εισέλθει στο πεδίο ενδιαφέροντος των κατασκευαστικών μονάδων — δεν πρόκειται για μία απλή μηχανή κοπής, αλλά για μία ολοκληρωμένη γραμμή παραγωγής, που περιλαμβάνει την τροφοδοσία των πρώτων υλών, την κοπή των σωλήνων, τη διατομή (shearing) και τη συλλογή των τελικών προϊόντων. Η αποδοτικότητα των γραμμών κοπής ράβδων οπλισμού αναφέρεται ουσιαστικά στο ρυθμό και την ποιότητα της παραγωγής ράβδων ανά μονάδα χρόνου σε αυτήν τη γραμμή παραγωγής, αντικατοπτρίζοντας τις συνολικές δυνατότητες του εξοπλισμού, της ταχύτητας της τεχνολογίας επεξεργασίας και του επιπέδου διαχείρισης. Η κατανόηση της ουσίας και της επέκτασης αυτής της αποδοτικότητας έχει μεγάλη πρακτική σημασία για τη βελτίωση του σταδίου επεξεργασίας των ράβδων οπλισμού και την ενίσχυση των συνολικών οφελών.
II. Τεχνολογική Εξέλιξη: Άλμα Απόδοσης από τη Διαδικασία Κοπής με Ψαλίδωμα στη Διαδικασία Κοπής, Υπερβαίνοντας τη Διαδικασία Κοπής Ράβδων Χάλυβα
Η τάση της τεχνολογικής εξέλιξης δεν είναι ευθεία γραμμή. Οι παραδοσιακές μηχανές ψαλιδώματος, ευθυγράμμισης και κοπής χρησιμοποιούν δύναμη ψαλιδώματος για να «σπάσουν» τις ράβδους χάλυβα. Η αρχή είναι απλή και ο εξοπλισμός είναι οικονομικός, γεγονός που οδήγησε στην ευρεία χρήση τους σε οικοδομικές εργοταξιακές εγκαταστάσεις. Ωστόσο, κατά τη διάρκεια του ψαλιδώματος, η κορυφή της ράβδου υφίσταται συμπίεση, προκαλώντας σημαντική παραμόρφωση, ανομοιόμορφες κοπές και ζημιά στη ράβδο χάλυβα, γεγονός που επηρεάζει άμεσα την αντοχή της επόμενης σύνδεσης με μανίκι στη δομή του κτιρίου. Εάν πραγματοποιηθεί επεξεργασία με τροχό, αυτή είναι χρονοβόρα και επίπονη· εάν δεν αντιμετωπιστεί καθόλου, μπορεί να οδηγήσει σε μείωση του μήκους της σύνδεσης με μανίκι και σε μείωση των μηχανικών ιδιοτήτων της σύνδεσης των ράβδων χάλυβα.
Έχουν εμφανιστεί εναλλακτικές λύσεις καθώς αλλάζουν οι εποχές. Η γραμμή παραγωγής για την κοπή οπλισμών με εργαλειομηχανές CNC επιλέγει μεθόδους κοπής αντί της διατομής με ψαλίδι. Χρησιμοποιεί υψηλής ταχύτητας περιστρεφόμενες λεπίδες ξυλουργικών πριονιών για την ακριβή κοπή των οπλισμών, με αποτέλεσμα λείες επιφάνειες κοπής που συνήθως δεν απαιτούν δευτερεύουσα επεξεργασία, εξασφαλίζοντας αμέσως την ποιότητα των μηχανικών συνδέσεων. Επιπλέον, η εισαγωγή τεχνολογιών και εξοπλισμού, όπως οι εργαλειομηχανές CNC με λέιζερ και οι μηχανές πλάσμα κοπής, προωθεί επίσης περαιτέρω την ανάπτυξη των διαδικασιών κατασκευής οπλισμών προς την κατεύθυνση υψηλότερης ακρίβειας και υψηλότερης απόδοσης. Η βασική λογική αυτής της τεχνολογικής εξέλιξης είναι πολύ σαφής: η απόδοση δεν αφορά απλώς το «να κόβεις γρήγορα», αλλά περισσότερο το «να κόβεις καλά, να κόβεις ακριβώς και να κόβεις οικονομικά». Η εγκατάλειψη της μεθόδου διατομής με ψαλίδι δεν αποτελεί υποχώρηση στην απόδοση, αλλά μάλλον μια ολοκληρωτική μετασχημάτιση της ίδιας της έννοιας της απόδοσης — η εγγύηση της ποιότητας αποτελεί εξ ορισμού την πιο αποδοτική διαδικασία παραγωγής.
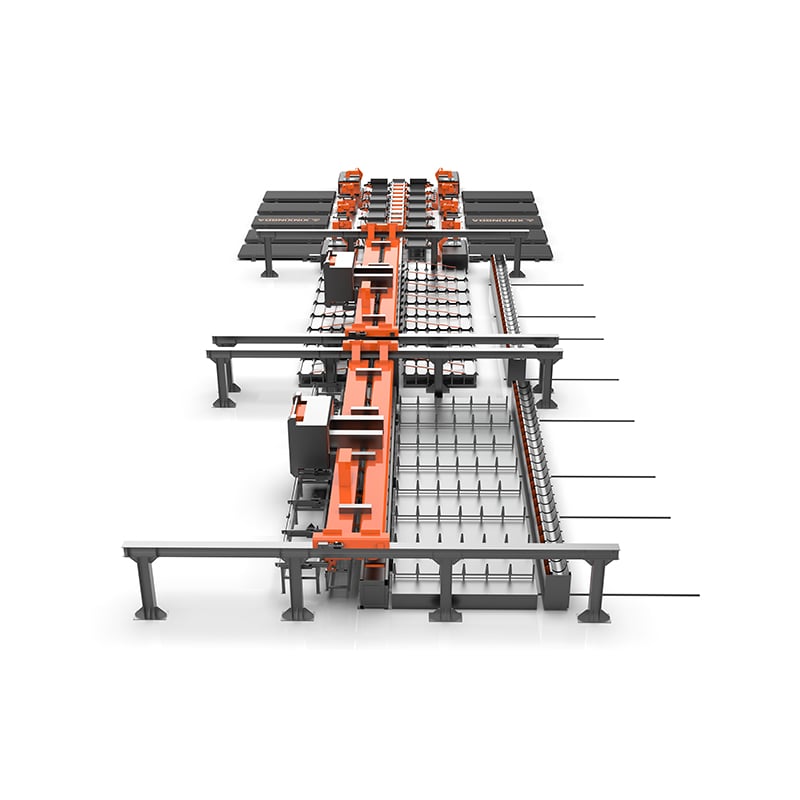
III. Μεταρρύθμιση της Τεχνολογίας Αυτοματοποίησης: Η απόδοση της γραμμής κοπής με CNC έχει φτάσει σε νέο επίπεδο. Εάν η μετάβαση από την κοπή στην τεμαχιστική επεξεργασία έλυσε το πρόβλημα «πώς να κοπεί», τότε η λύση αυτοματοποίησης για τη γραμμή κοπής με CNC έχει αντιμετωπίσει πλήρως το ζήτημα «πόσο γρήγορα να κοπεί». Μέσω ελέγχου με βάση τα μεγάλα δεδομένα (big data), η γραμμή κοπής ράβδων χάλυβα με CNC έχει επιτύχει αυτόματη, συνεχή και ρευστή υδραυλική κοπή ράβδων χάλυβα, ελαχιστοποιώντας την ανθρώπινη παρέμβαση.
Οι πληροφορίες σχετικά με την παραγωγική ικανότητα αποτελούν την πιο αποτελεσματική επαλήθευση. Για παράδειγμα, όσον αφορά τα χάλυβα ράβδια διαμέτρου περίπου 25 mm, μια αυτόματη γραμμή κοπής με CNC μπορεί να κόβει 8 έως 15 ράβδια ταυτόχρονα, ενώ ολόκληρη η διαδικασία κοπής διαρκεί μόνο λίγα δευτερόλεπτα. Η συνολική παραγωγή μιας γραμμής μπορεί να φτάσει τους 50 τόνους, πράγμα που αντιστοιχεί στο ημερήσιο έργο αρκετών εργαζομένων. Ορισμένα υψηλής ποιότητας μοντέλα μπορούν ακόμη και να επιτύχουν ρυθμό κοπής 20 τεμαχίων ανά λεπτό και ταχύτητα μεταφοράς χάλυβα ράβδιων 90 μέτρων ανά λεπτό, μειώνοντας σημαντικά τον χρόνο επεξεργασίας των μεμονωμένων εξαρτημάτων. Σε συγκεκριμένα έργα, ένα συγκεκριμένο ευφυές εργοστάσιο κατασκευής χάλυβα ράβδιων στην πόλη Τανγκσάν, επαρχία Χεμπέι, επέλεξε αυτόματες γραμμές κοπής και κάμψης με CNC και άλλες αυτοματοποιημένες μηχανές, με αποτέλεσμα μόνο 7 χειριστές να επιτυγχάνουν συνολική παραγωγική ικανότητα περίπου 70 τόνων ημερησίως. Μετά την εισαγωγή αυτόματων γραμμών συναρμολόγησης στο εργοστάσιο κατασκευής χάλυβα ράβδιων Chengke Quick and Smart Steel Bar Manufacturing Plant, περίπου 10 άτομα είναι αρκετά για να ολοκληρώσουν το έργο που στην παραδοσιακή μηχανική επεξεργασία απαιτούσε 20 έως 30 εργαζόμενους, ενώ η παραγωγικότητα αυξήθηκε κατά 3 έως 5 φορές. Το εργοστάσιο κατασκευής χάλυβα ράβδιων με CNC για το Έργο Σιδηροδρόμου Χετσί αύξησε τον ρυθμό παραγωγής τελικών προϊόντων κατά περισσότερο από 80% σε σύγκριση με την παραδοσιακή χειροκίνητη επεξεργασία.
Η βελτίωση της απόδοσης που προκαλεί η τεχνολογία αυτοματοποίησης είναι ολοκληρωμένη. Το έξυπνο σύστημα επεξεργασίας χάλυβα μπορεί να επιτύχει πλήρη αυτοματοποίηση σε όλη τη διαδικασία, από τη μεταφορά των πρώτων υλών, την τροφοδοσία, το κόψιμο και την παραγωγική επεξεργασία μέχρι τα τελικά προϊόντα. Η αποτελεσματική ζωνοποίηση του συστήματος και η συνεργασία του με μηχανήματα αριθμητικού ελέγχου (CNC) και συστήματα ελέγχου με σερβοκινητήρες ενσωματώνουν τις αρχικά αποκεντρωμένες διαδικασίες σε μια ομαλά λειτουργούσα αλυσίδα παραγωγικής μετάδοσης. Για τις κατασκευαστικές μονάδες, έχει επίσης βελτιωθεί σημαντικά η διαχείριση του ανθρώπινου δυναμικού: σε σύγκριση με την παραδοσιακή ομάδα εργασίας 15–20 ατόμων, η αυτοματοποιημένη γραμμή παραγωγής απαιτεί μόνο μια ομάδα 5–6 ατόμων για την ολοκλήρωση της καθημερινής παραγωγής, εξαλείφοντας αποτελεσματικά το χρόνια πρόβλημα της έλλειψης ανθρώπινου δυναμικού στον κρίσιμο κρίκο της επεξεργασίας χάλυβα.
IV. Ακρίβεια στην Αξία Χρήσης: Πώς η Ακρίβεια Επανατροφοδοτεί την Απόδοση
Στον τομέα της επεξεργασίας ράβδων χάλυβα, η ακρίβεια και η αποδοτικότητα είναι συχνά δύο πλευρές του ίδιου νομίσματος. Μια μηχανή που κόβει γρήγορα, αλλά όχι με ακρίβεια, προκαλεί απόβλητα και απαιτεί επανεπεξεργασία, εξουδετερώνοντας πλήρως το πλεονέκτημα της ταχύτητάς της. Οι γραμμές CNC κοπής ράβδων χάλυβα έχουν αποδείξει σαφή πλεονεκτήματα σε αυτόν τον τομέα. Σε ό,τι αφορά την ακρίβεια απόστασης, το προϊόν χρησιμοποιεί κινητήρα μεταβλητής συχνότητας για να κινεί τη δομή της κοχλιοειδούς βίδας με σφαίρες, προκειμένου να ρυθμίζει την απόσταση μεταξύ της ακμής κοπής και της μπαριέρας θέσης, σε συνδυασμό με κινητήρα servo για ακριβή μέτρηση, επιτυγχάνοντας ακρίβεια απόστασης ±2 mm. Ωστόσο, σε πιο χαρακτηριστικές μηχανικές εφαρμογές, η ακρίβεια απόστασης της γραμμής κοπής και λείανσης, καθώς και της γραμμής κοπής και κάμψης ράβδων, έχει φτάσει ακόμη και τα ±1 mm.
Η βελτίωση της ακρίβειας έχει προσθέσει πολυδιάστατα οφέλη στην απόδοση. Καταρχάς, η ποιότητα των τελικών προϊόντων είναι σταθερή και αξιόπιστη, μειώνοντας την ανάγκη επανεργασίας λόγω διαστασιακών σφαλμάτων και διασφαλίζοντας την προόδου των κατασκευών. Ένα εργοστάσιο κατασκευής δοκών της Γραμμής Υψηλής Ταχύτητας Xiongxin έχει υιοθετήσει την ενιαία διαχείριση CNC μηχανημάτων, ανατρέποντας τον παραδοσιακό τρόπο «εξαρτώμενο από την εμπειρία και τη διαίσθηση», και έχει επιτύχει την τυποποίηση και συστηματοποίηση της παραγωγής και επεξεργασίας χάλυβα, με το εύρος σφάλματος στο μήκος κοπής των ράβδων χάλυβα να βρίσκεται σε επίπεδο χιλιοστού και το σφάλμα γωνίας κάμψης να μειώνεται σε ±0,5°. Δεύτερον, η ακριβής κοπή μειώνει σημαντικά τις απώλειες υλικού. Μέσω της ενσωμάτωσης των δεδομένων αποθέματος και των υπολειμμάτων υλικού με αλγόριθμους βελτιστοποίησης κοπής μεγάλων δεδομένων για τη βελτίωση του προγραμματισμού παραγωγής, καθώς και μέσω της κεντρικής συλλογής των κεφαλών υλικού με υδραυλικές μεθόδους κοπής και του σχεδιασμού κεφαλών κοπής με πλάγια άκρα, το κόστος επεξεργασίας έχει μειωθεί σημαντικά, με ορισμένα εργοστάσια επεξεργασίας να επιτυγχάνουν μείωση έως και 98%. Τρίτον, η εφαρμογή έξυπνων τεχνολογιών ανακύκλωσης για τα υπολείμματα υλικού επιτρέπει την επαναχρησιμοποίηση σύντομων τμημάτων, επιτυγχάνοντας ένα αποτελεσματικό κυκλικό σύστημα παραγωγής «μηδενικών αποβλήτων» και βελτιώνοντας την απόδοση χρήσης των πρώτων υλών από την πηγή.
Η αξία της αποδοτικότητας στο στάδιο επεξεργασίας των χαλύβδινων ράβδων αντικατοπτρίζεται τελικά στο συνολικό κατασκευαστικό έργο: μια κανονικά λειτουργούσα γραμμή κοπής χαλύβδινων ράβδων πιέζει το «κουμπί επιτάχυνσης» για ολόκληρο το κατασκευαστικό έργο, καθιστώντας κάθε βήμα της μετατροπής από πρώτη ύλη σε τελικό προϊόν χαλύβδινων ράβδων πιο γρήγορο, ακριβές και αξιόπιστο. Αυτό δεν αποτελεί απλώς μια τεχνική εξέλιξη, αλλά και μια ζωντανή και αληθινή απεικόνιση της μετασχηματιστικής διαδικασίας της βιομηχανοποίησης και ψηφιοποίησης της κατασκευαστικής βιομηχανίας.
 Επικαιρότητα
Επικαιρότητα2026-05-27
2026-05-18
2026-05-12
2026-05-08
2026-05-01
2026-04-27
Πνευματικά δικαιώματα © 2026 Shandong synstar Intelligent Technology Co., Ltd. Με επιφύλαξη παντός δικαιώματος. - Πολιτική Απορρήτου