I. Pendahuluan: Daripada "Satu Potongan Sahaja yang Berkuasa" kepada "Kecekapan Diutamakan"
Tulang besi, sebagai kerangka struktur konkrit bertetulang, kecekapan pemprosesannya secara langsung mempengaruhi kemajuan pembinaan dan kos. Pada masa lalu, pemotongan tulang besi bergantung pada mesin pemotong berpegangan tangan secara manual atau peralatan pemotongan ringkas, yang bukan sahaja memerlukan tenaga kerja yang tinggi dan kelajuan kerja yang perlahan, tetapi juga menghasilkan kualiti potongan yang tidak sekata, sehingga tidak dapat memenuhi pelbagai keperluan ketepatan dan kecekapan dalam projek kejuruteraan pintar. Dengan munculnya teknologi pemprosesan kawalan berangka (CNC) dan peralatan automatik, konsep talian pemotongan tulang besi secara beransur-ansur menarik perhatian pihak pembinaan—ia bukan sekadar satu mesin pemotong tunggal, tetapi merupakan satu talian pengeluaran lengkap yang merangkumi penyuapan bahan mentah, pemotongan paip, pengguntingan, hingga pengumpulan hasil akhir. Kecekapan talian pemotongan tulang besi pada asasnya merujuk kepada kadar dan kualiti output tulang besi setiap unit masa di talian pengeluaran ini, yang mencerminkan kemampuan menyeluruh dari segi peralatan, kelajuan teknologi pemprosesan, dan tahap pengurusan. Memahami maksud tersirat dan ruang lingkup kecekapan ini mempunyai signifikansi praktikal yang besar dalam meningkatkan proses pemprosesan tulang besi serta meningkatkan manfaat keseluruhan.
II. Evolusi Teknologi: Lompatan Kecekapan dari Pengguntingan ke Pemotongan Melampaui Proses Pemotongan Bar Keluli
Trend perkembangan teknologi bukanlah garis lurus. Mesin pengguntingan, pelurus dan pemotongan tradisional menggunakan daya gunting untuk "memutuskan" bar keluli. Prinsipnya mudah dan peralatannya berkos rendah, sehingga ia banyak digunakan di tapak pembinaan. Namun, semasa proses pengguntingan, hujung bar keluli tertekan, menyebabkan deformasi yang ketara, potongan tidak rata, serta kerosakan pada bar keluli—yang secara langsung menjejaskan kekuatan sambungan lengan (sleeve) pada struktur bangunan di peringkat seterusnya. Jika rawatan penggilapan dilakukan, proses ini mengambil masa dan memerlukan banyak tenaga buruh; jika tidak ditangani, ia boleh menyebabkan pengurangan panjang sambungan lengan dan penurunan sifat mekanikal pada sambungan bar keluli.
Pilihan alternatif telah muncul seiring perubahan zaman. Jalur pengeluaran untuk memotong bar paip bertetulang dengan menggunakan jentera alat berat CNC memilih kaedah pemotongan berbanding kaedah pengguntingan. Kaedah ini menggunakan bilah gergaji kayu berkelajuan tinggi yang berputar untuk memotong bar paip bertetulang secara tepat, menghasilkan permukaan potongan yang licin yang umumnya tidak memerlukan pemprosesan sekunder, serta segera menjamin kualiti sambungan mekanikal. Selain itu, pengenalan teknologi dan peralatan seperti jentera pemotong laser CNC dan jentera pemotong plasma turut memperkukuh perkembangan proses pembuatan bar paip bertetulang ke arah ketepatan dan kecekapan yang lebih tinggi. Logik utama dalam evolusi teknologi ini amat jelas: kecekapan bukan sekadar tentang "memotong dengan pantas", tetapi lebih kepada "memotong dengan baik, memotong secara tepat, dan memotong secara ekonomikal". Meninggalkan kaedah pemprosesan pengguntingan bukanlah kemunduran dari segi kecekapan, melainkan suatu transformasi menyeluruh terhadap konsep kecekapan — jaminan kualiti pada asasnya merupakan proses pengeluaran yang paling cekap.
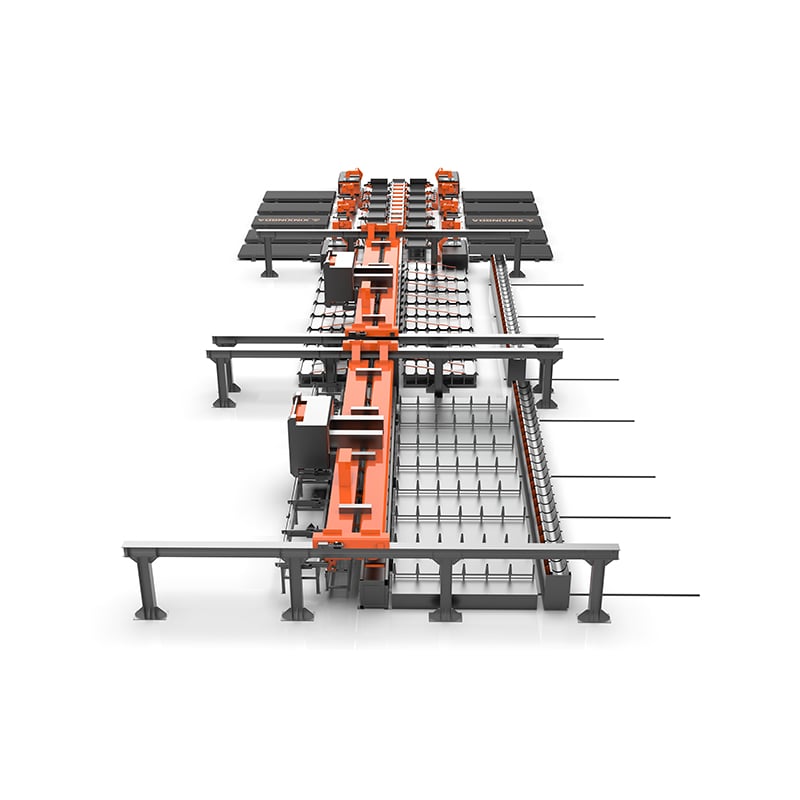
III. Reformasi Teknologi Automasi: Kecekapan garis pemotongan jentera CNC telah mencapai tahap baharu. Jika peralihan daripada pemotongan kepada penghancuran menyelesaikan masalah "bagaimana memotong", maka penyelesaian automasi untuk garis pemotongan jentera CNC telah sepenuhnya menangani isu "seberapa cepat memotong". Melalui kawalan data besar, garis pemotongan bar keluli jentera CNC telah mencapai pengeluaran pemotongan hidraulik secara automatik, berterusan, dan lancar bagi bar keluli, dengan mengurangkan campur tangan manusia seminimum mungkin.
Maklumat tentang kapasiti pengeluaran merupakan pengesahan yang paling berkesan. Sebagai contoh, untuk bar keluli berdiameter kira-kira 25 mm, satu garis pemotongan berasaskan CNC mampu memotong 8 hingga 15 batang bar keluli dalam satu masa, dan keseluruhan proses pemotongan hanya mengambil masa beberapa saat sahaja. Jumlah hasil keluaran bagi satu kereta api (train) boleh mencapai 50 tan, setara dengan kerja harian beberapa orang pekerja. Sesetengah model bertaraf tinggi malah mampu mencapai kadar pemotongan sehingga 20 keping per minit dan kelajuan pengangkutan bar keluli sebanyak 90 meter per minit, yang secara ketara mengurangkan masa pemprosesan bagi setiap komponen. Dalam projek-projek tertentu, sebuah kilang pembuatan bar keluli pintar di Bandar Tangshan, Wilayah Hebei, telah memilih garis pengeluaran pemotongan dan pembengkokan berasaskan CNC serta jentera automatik lain, di mana hanya 7 orang operator diperlukan untuk mencapai kapasiti pengeluaran menyeluruh sebanyak kira-kira 70 tan sehari. Selepas pengenalan talian perakitan automatik di Kilang Pembuatan Bar Keluli Cepat dan Pintar Chengke, hanya kira-kira 10 orang pekerja diperlukan untuk menyelesaikan kerja yang biasanya dilakukan oleh 20 hingga 30 orang pekerja di bawah kaedah pemprosesan manual tradisional, manakala kecekapan pengeluaran meningkat sebanyak 3 hingga 5 kali ganda. Kilang pembuatan bar keluli automatik berasaskan CNC bagi Projek Kereta Api Hechi telah meningkatkan kadar hasil keluaran produk siap lebih daripada 80% berbanding kaedah pemprosesan manual tradisional.
Peningkatan kecekapan yang dibawa oleh teknologi automasi adalah menyeluruh. Sistem pintar untuk pemprosesan bar keluli boleh mencapai automasi penuh dalam keseluruhan proses — dari pengangkutan bahan mentah, penyuapan, pemotongan dan pemprosesan pengeluaran hingga kepada produk akhir. Susunan zon sistem yang berkesan serta kerjasama dengan mesin kawalan berangka (CNC) dan sistem kawalan servo mengintegrasikan proses-proses yang sebelum ini terpencar ke dalam satu rantai pengeluaran yang beroperasi lancar. Bagi unit pembinaan, pengisian staf juga telah meningkat secara ketara — berbanding pasukan pekerja tradisional yang terdiri daripada 15 hingga 20 orang, talian pengeluaran automatik hanya memerlukan pasukan berbilang 5 hingga 6 orang untuk menyelesaikan pengeluaran harian, seterusnya mengurangkan secara berkesan masalah kekurangan sumber manusia yang berpanjangan dalam pautan pemprosesan bar keluli.
IV. Ketepatan dalam Nilai Penggunaan: Bagaimana Ketepatan Memberi Maklum Balik kepada Kecekapan
Dalam bidang pemprosesan bar keluli, ketepatan dan kecekapan sering kali merupakan dua aspek yang saling berkaitan. Sebuah mesin yang memotong dengan cepat tetapi tidak tepat akan menghasilkan bahan buangan dan memerlukan kerja semula, sepenuhnya menghapuskan kelebihan kelajuan tersebut. Talian pengguntingan bar keluli CNC telah menunjukkan kelebihan yang jelas dalam aspek ini. Dari segi ketepatan jarak, produk ini menggunakan motor frekuensi berubah untuk memacu struktur skru bola bagi menyesuaikan jarak antara tepi pemotong dan penghadang penentududukan, bersama-sama dengan motor servo untuk pengukuran yang tepat, mencapai ketepatan jarak sebanyak ±2 mm. Namun, dalam amalan kejuruteraan yang lebih representatif, ketepatan jarak bagi talian pemotongan dan penggilapan serta talian pengguntingan dan pembengkokan bar bahan malah telah mencapai ±1 mm.
Peningkatan ketepatan telah menambahkan keuntungan kecekapan dalam pelbagai dimensi. Pertama, kualiti produk siap adalah stabil dan boleh dipercayai, mengurangkan keperluan untuk kerja semula akibat ralat dimensi serta memastikan kemajuan pembinaan. Sebuah kilang pengeluaran rasuk tertentu bagi Lebuhraya Berkelajuan Tinggi Xiongxin telah menggunakan sistem pengagihan terpusat mesin CNC, yang menggantikan kaedah tradisional "bergantung pada pengalaman dan perasaan", serta mencapai standardisasi dan sistematik dalam pengeluaran dan pemprosesan bar keluli, dengan julat ralat panjang pemotongan bar keluli berada dalam tahap milimeter dan ralat sudut lenturan dikurangkan kepada ±0,5°. Kedua, pemotongan tepat secara ketara mengurangkan pembaziran bahan. Dengan mengintegrasikan data inventori dan keadaan bahan sisa melalui algoritma pengoptimuman pemotongan berbasis big data untuk meningkatkan penjadualan pengeluaran, bersama-sama dengan pengumpulan terpusat hujung bahan melalui kaedah pengguntingan hidraulik dan rekabentuk kepala pemotongan berpinggir condong, kos pemprosesan telah dikurangkan secara besar-besaran, dengan sesetengah kilang pemprosesan malah mencapai pengurangan sehingga 98%. Ketiga, aplikasi teknologi kitar semula pintar terhadap bahan sisa membolehkan penggunaan semula bahan pendek, mencapai sistem pengeluaran berkitar yang berkesan "tanpa sisa" serta meningkatkan kecekapan pemanfaatan bahan mentah dari sumber asalnya.
Nilai kecekapan dalam peringkat pemprosesan bar keluli akhirnya tercermin dalam keseluruhan projek pembinaan: satu talian pemotong bar keluli yang beroperasi secara normal menekan "butang pecutan" bagi keseluruhan projek pembinaan, menjadikan setiap langkah transformasi dari bahan mentah kepada produk siap bar keluli lebih pantas, tepat dan boleh dipercayai. Ini bukan sahaja suatu perkembangan di peringkat teknikal, tetapi juga suatu gambaran yang jelas dan benar mengenai transformasi industri dan digitalisasi dalam industri pembinaan.
 Berita Terkini
Berita Terkini2026-05-27
2026-05-18
2026-05-12
2026-05-08
2026-05-01
2026-04-27
Hak Cipta © 2026 Shandong synstar Intelligent Technology Co., Ltd. Semua hak dicadangkan. - Dasar Privasi