I. Предисловие: от «Один разрез — и всё решено» к «Эффективность превыше всего»
Арматура, являясь каркасом железобетонных конструкций, напрямую влияет на сроки строительства и стоимость проекта: её эффективность обработки определяет темпы возведения и затраты. Ранее резку арматуры выполняли вручную с помощью переносных ручных резаков или простого режущего оборудования, что сопровождалось высокой трудоёмкостью, низкой скоростью работы и нестабильным качеством реза, не позволявшим удовлетворить многочисленные требования к точности и эффективности в рамках интеллектуальных строительных проектов. С развитием технологий числового программного управления (ЧПУ) и автоматизированного оборудования концепция линий для резки арматуры постепенно привлекла внимание строительных организаций — это уже не отдельный режущий станок, а полноценная производственная линия, охватывающая все этапы: подачу исходного материала, резку прутков, поперечную резку (отрезку) и сборку готовой продукции. Эффективность линий для резки арматуры по существу характеризует объём и качество выпускаемой арматуры в единицу времени на данной производственной линии и отражает комплексные возможности оборудования, скорости технологических процессов и уровня управления. Понимание содержания и сферы применения этого показателя эффективности имеет большое практическое значение для оптимизации этапа обработки арматуры и повышения общих результатов.
II. Технологическая эволюция: повышение эффективности от резки ножницами до резки с превосходством над процессом резки стальных прутков
Тенденция технологического развития не является прямолинейной. Традиционные машины для правки и резки ножницами используют силу среза для «разрушения» стальных прутков. Принцип их работы прост, оборудование экономически выгодно, и такие машины широко применялись на строительных площадках. Однако в процессе резки ножницами верхняя часть стального прутка подвергается сжатию, что вызывает значительную деформацию, неровные срезы и повреждение прутка, что напрямую влияет на прочность последующего соединения с помощью муфты в строительной конструкции. Если проводить шлифовку, это требует много времени и трудозатрат; если же этот этап не выполнять, это может привести к уменьшению длины муфтового соединения и снижению механических характеристик соединения стальных прутков.
Альтернативные варианты появились по мере изменения времени. На производственной линии по резке арматурных стержней с использованием станков с ЧПУ вместо резки ножницами применяется метод резки. В нём используются высокоскоростные вращающиеся пильные диски для деревообработки, обеспечивающие точную резку арматурных стержней с гладкими кромками, как правило, не требующими вторичной обработки, что сразу же гарантирует качество механических соединительных узлов. Кроме того, внедрение таких технологий и оборудования, как станки лазерной резки с ЧПУ и плазменные резаки, также способствует дальнейшему развитию процессов производства арматуры в направлении повышения точности и эффективности. Основная логика данной технологической эволюции предельно ясна: эффективность — это не просто «быстрая резка», а, скорее, «хорошая, точная и экономичная резка». Отказ от метода резки ножницами — это не регресс в плане эффективности, а скорее полная трансформация самого понятия эффективности: обеспечение качества изначально является наиболее эффективным производственным процессом.
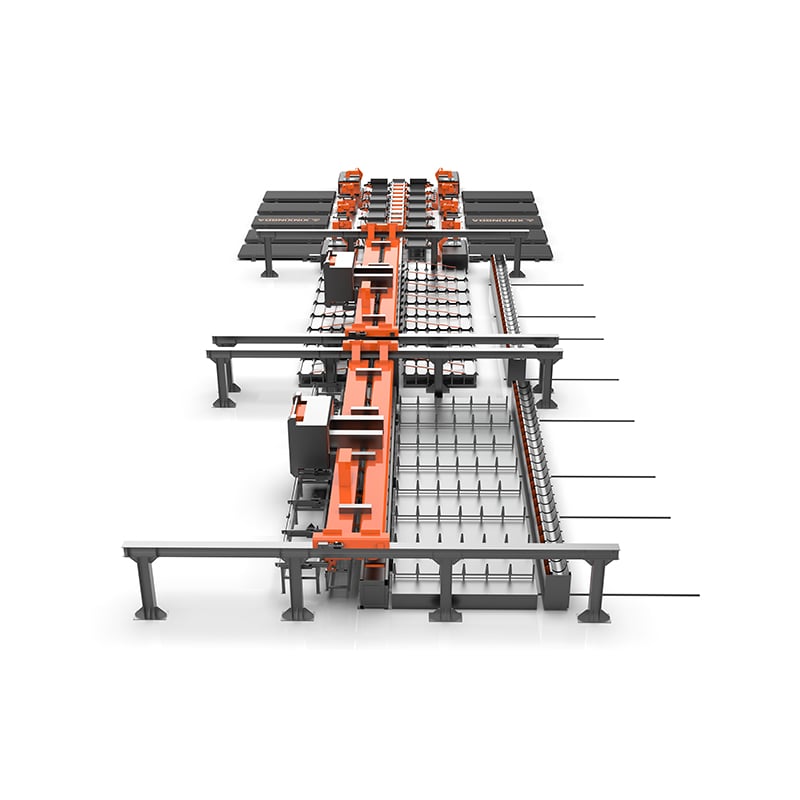
III. Реформа технологий автоматизации: эффективность линии резки на станках с ЧПУ достигла нового уровня. Если переход от резки к раскройке решил проблему «как резать», то решение по автоматизации линии резки на станках с ЧПУ полностью устранило вопрос «насколько быстро резать». Благодаря управлению на основе больших данных линия резки стержневой арматуры на станках с ЧПУ обеспечивает автоматизированное, непрерывное и поточное гидравлическое резание арматурных стержней при минимальном вмешательстве человека.
Информация о производственных мощностях является наиболее эффективным подтверждением. В качестве примера можно привести стальные арматурные стержни диаметром около 25 мм: линия резки с ЧПУ способна одновременно разрезать от 8 до 15 стержней, а весь процесс резки занимает всего несколько секунд. Общий выпуск одной линии может достигать 50 тонн, что эквивалентно суточному объёму работы нескольких рабочих. Некоторые высокотехнологичные модели способны обеспечивать скорость резки до 20 штук в минуту и скорость транспортировки арматурных стержней — до 90 метров в минуту, что значительно сокращает время обработки отдельных деталей. В рамках конкретных проектов один из интеллектуальных заводов по производству стальной арматуры в городе Таншань, провинция Хэбэй, оснастили линиями резки и гибки с ЧПУ и другим автоматизированным оборудованием; при этом всего 7 операторов обеспечивают суммарную производственную мощность порядка 70 тонн в сутки. После внедрения автоматизированных сборочных линий на заводе «Чэнкэ» по быстрому и интеллектуальному производству стальной арматуры для выполнения объёма работ, который ранее требовал 20–30 человек при традиционной ручной обработке, теперь достаточно около 10 сотрудников, а производительность выросла в 3–5 раз. На заводе по производству стальной арматуры с ЧПУ для проекта железной дороги Хэчи доля готовой продукции увеличилась более чем на 80 % по сравнению с традиционной ручной обработкой.
Повышение эффективности за счёт технологий автоматизации носит всесторонний характер. Интеллектуальная система обработки арматуры обеспечивает полную автоматизацию всего производственного цикла — от транспортировки сырья, подачи материалов, резки и производственной обработки до получения готовой продукции. Эффективная зональная планировка системы в сочетании с взаимодействием с станками с числовым программным управлением (ЧПУ) и системами сервопривода объединяет ранее разрозненные операции в единый, бесперебойно функционирующий производственный поток. Для строительных организаций также значительно улучшена штатная численность персонала: по сравнению с традиционной рабочей бригадой из 15–20 человек автоматизированная производственная линия требует лишь 5–6 человек для выполнения ежедневного объёма производства, что эффективно решает хроническую проблему нехватки кадров на этапе обработки арматуры.
IV. Точность как составляющая потребительной ценности: как точность повышает эффективность
В области обработки стальных прутков точность и эффективность зачастую являются двумя сторонами одной медали. Станок, который режет быстро, но неточно, будет генерировать отходы и требовать доработки, полностью нивелируя своё преимущество в скорости. ЧПУ-линии для резки стальных прутков продемонстрировали очевидные преимущества в этом отношении. Что касается точности выдерживания расстояний, то в данном изделии используется частотно-регулируемый двигатель, приводящий конструкцию с шариковым винтом для регулировки расстояния между режущей кромкой и упорной планкой, в сочетании с серводвигателем для точного измерения, что обеспечивает точность выдерживания расстояний ±2 мм. Однако в более типичных инженерных практиках точность выдерживания расстояний на линиях резки и шлифовки, а также на линиях резки и гибки пруткового материала достигает даже ±1 мм.
Повышение точности привело к многомерному росту эффективности. Во-первых, качество готовой продукции стало стабильным и надежным, что сократило необходимость в переделке из-за погрешностей геометрических размеров и обеспечило соблюдение графика строительства. На одном из заводов по производству балок для высокоскоростной железной дороги «Сюнсин» внедрена единая диспетчеризация станков с ЧПУ, что кардинально изменило традиционный подход «опора на опыт и интуицию»: производство и обработка арматуры были стандартизированы и систематизированы; погрешность длины отрезаемых стержней сведена к миллиметровому уровню, а погрешность угла гибки — до ±0,5°. Во-вторых, точная резка значительно снижает расход материалов. Интеграция данных об остатках на складе и наличии обрезков с применением алгоритмов оптимизации резки на основе больших данных позволяет улучшить планирование производства; централизованная сборка обрезков при гидравлической резке и применение режущих головок с наклонными кромками позволили существенно снизить себестоимость обработки — на некоторых предприятиях достигнуто сокращение затрат до 98 %. В-третьих, применение интеллектуальных технологий вторичного использования остатков материалов обеспечивает повторное использование коротких заготовок, формируя эффективную замкнутую производственную систему с принципом «нулевых отходов» и повышая эффективность использования сырья на этапе его первичного применения.
Значение эффективности на этапе обработки стальных прутков в конечном итоге отражается на всем строительном проекте: исправно функционирующая линия резки стальных прутков нажимает «кнопку ускорения» для всего строительного проекта, обеспечивая более быстрое, точное и надежное прохождение каждого этапа преобразования сырья в готовую продукцию — стальные прутки. Это не только технический прогресс, но и яркое и достоверное отражение индустриализации и цифровизации строительной отрасли.
 Горячие новости
Горячие новости2026-05-27
2026-05-18
2026-05-12
2026-05-08
2026-05-01
2026-04-27
Авторские права © 2026 Shandong synstar Intelligent Technology Co., Ltd. Все права защищены. - Политика конфиденциальности