I. Bevezetés: Az „Egy vágás mindenre alkalmas” elvtől az „Elsődleges a hatékonyság” elv felé
A vasbeton szerkezetek vázát alkotó acélbetétek feldolgozási hatékonysága közvetlenül befolyásolja a építési ütemet és a költségeket. Korábban az acélbetétek vágása kézi, kézben tartott vágógépekre vagy egyszerű vágóberendezésekre támaszkodott, amelyek nemcsak nagy fizikai terhelést jelentettek, hanem lassú munkavégzést is eredményeztek, valamint egyenetlen vágási minőséget, így nem feleltek meg az intelligens építési projektek számára támasztott pontossági és hatékonysági többféle követelménynek. A számvezérelt feldolgozási technológia és az automatizált berendezések elterjedésével az acélbetét-vágó vonalak fogalma fokozatosan a építők figyelmébe került – ez nem egyetlen vágógép, hanem egy teljes termelési vonal, amely az alapanyag-betáplálástól, a csövek vágásán át a vágásig és a késztermék gyűjtéséig minden lépést magában foglal. Az acélbetét-vágó vonalak hatékonysága lényegében azt az arányt és minőséget jelenti, amellyel az acélbetéteket az adott termelési vonalon időegységenként előállítják, és ezzel tükrözi a berendezések, a feldolgozási technológia sebességének és a menedzsment színvonalának összességét. Ennek a hatékonyságnak a fogalmi és tartalmi megértése nagy gyakorlati jelentőséggel bír az acélbetét-feldolgozási folyamat javítása és az általános haszon növelése érdekében.
II. Technológiai fejlődés: Hatékonyságnövekedés a vágástól a szabásig – a vasbetonrudak vágási folyamata túlszárnyalja
A technológiai fejlődés iránya nem egyenes vonalú. A hagyományos vágó-egyenesítő és vágógépek vágóerőt használnak a vasbetonrudak „törésére”. Az elv egyszerű, a berendezés költséghatékony, és széles körben alkalmazzák építési helyszíneken. Azonban a vágási folyamat során a vasbetonrúd teteje összenyomódik, ami jelentős deformációt, egyenetlen vágásokat és a vasbetonrúd sérülését eredményezi, amely közvetlenül befolyásolja az épületszerkezetben későbbi hüvelykapcsolat szilárdságát. Ha csiszolásos kezelést végeznek, az időigényes és munkaigényes; ha nem kezelik, akkor a hüvelykapcsolat hossza csökkenhet, és a vasbetonrúd-kapcsolat mechanikai tulajdonságai romolhatnak.
Az idők változásával új alternatív lehetőségek merültek fel. A vasbetonacél-rudak CNC gépekkel történő vágására szolgáló gyártósor a nyírás helyett vágási módszereket alkalmaz. A fűrészlapok gyors forgása révén pontosan vágja a vasbetonacél-rudakat, és az így kialakított vágási felületek általában nem igényelnek másodlagos megmunkálást, így azonnal biztosítva a mechanikus kapcsolati csatlakozások minőségét. Ezen felül a CNC lézeres vágógépek és a plazmavágó berendezések bevezetése is további lendületet ad a vasbetonacél-rudak gyártási folyamatainak fejlődésének, amely egyre nagyobb pontosságot és hatékonyságot eredményez. Ennek a technológiai fejlődésnek a központi logikája egyértelmű: a hatékonyság nem csupán a „gyors vágásról” szól, hanem inkább a „jó, pontos és gazdaságos vágásról”. A nyírásos megmunkálási eljárás elhagyása nem jelent hatékonysági visszalépést, hanem a hatékonyság fogalmának teljes átalakulását – a minőségbiztosítás ugyanis önmagában a leginkább hatékony gyártási folyamat.
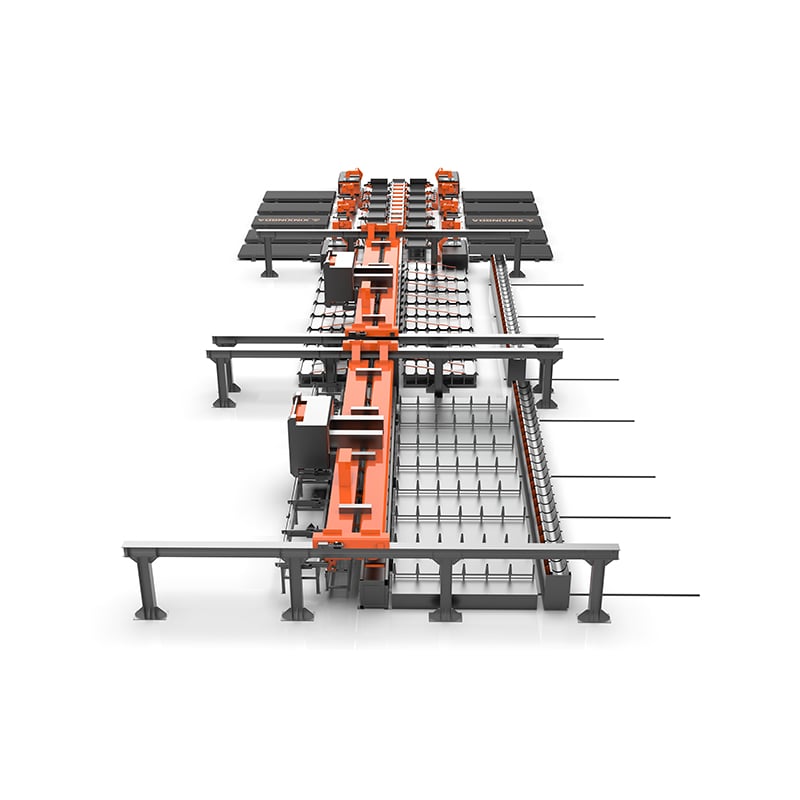
III. Automatizációs technológiai átalakítás: A CNC gépi metszésvonal hatékonysága új szintre emelkedett. Ha a metszéstől a vágásig történő átmenet megoldotta a „hogyan vágjunk” problémáját, akkor a CNC gépi metszésvonal automatizált megoldása teljes mértékben kezeli a „milyen gyorsan vágjunk” kérdést. A nagy adathalmazokon alapuló vezérlés révén a CNC gépi acélrúd-metszésvonal elérte az automatikus, folyamatos és áramvonalas hidraulikus rúdvágási termelést, minimalizálva az emberi beavatkozást.
A gyártási kapacitásra vonatkozó információk a leghatékonyabb igazolás. Példaként említhetjük az kb. 25 mm átmérőjű acélrudakat: egy CNC gépes vágóvonal egyszerre 8–15 rudat képes levágni, és az egész vágási folyamat mindössze néhány másodpercig tart. Egy vonal teljes kimenete elérheti az 50 tonnát, ami több munkás napi munkájának felel meg. Egyes prémium modelljek akár 20 darab/perc vágási sebességet és 90 méter/perc acélrúd-szállítási sebességet is elérnek, így jelentősen csökkentve az egyes alkatrészek feldolgozási idejét. Konkrét projektekben egy bizonyos, Tangshan városban (Hebei tartomány), intelligens acélrúd-gyártó üzem CNC gépes vágó- és hajlítóvonalakat, valamint egyéb automatizált gépeket választott, és csupán 7 műszaki személyzet elegendő ahhoz, hogy naponta körülbelül 70 tonna teljes körű gyártási kapacitást érjen el. A Chengke Gyors és Okos Acélrúd-Gyártó Üzemben bevezetett automatizált szerelővonalak után körülbelül 10 fő elegendő ahhoz, hogy elvégezze azt a munkát, amelyet korábban hagyományos kézi feldolgozás mellett 20–30 fő végezett, és a termelési hatékonyság 3–5-szörösére nőtt. A Hechi vasúti projekt számára létrehozott CNC automatizált acélrúd-gyártó üzem kimeneti aránya több mint 80%-kal nőtt a hagyományos kézi feldolgozáshoz képest.
Az automatizációs technológia által hozott hatékonyság-javulás átfogó jellegű. Az acélbetétek feldolgozására szolgáló intelligens rendszer teljes körű automatizációt érhet el a nyersanyagok szállításától, a betápláláson és vágáson át a gyártási folyamaton egészen a késztermékekig. Az hatékony rendszerzónázás és a számvezérelt gépekkel való együttműködés, valamint a szervóvezérlési rendszerek integrálása az eredetileg decentralizált folyamatokat egy zavartalanul működő gyártási átviteli láncba kapcsolja össze. A kivitelezők számára a személyzeti ellátás is lényegesen javult – a hagyományos 15–20 fős munkacsoporttal szemben az automatizált gyártósoron napi szinten a termelést csupán 5–6 fős csapat tudja ellátni, így hatékonyan enyhítve az acélbetétek feldolgozásánál régóta fennálló emberi erőforrás-hiány problémáját.
IV. Pontosság a felhasználási érték tekintetében: Hogyan juttatja vissza a pontosság a hatékonyságot
A hosszú acélrudak feldolgozásának területén a pontosság és a hatékonyság gyakran ugyanannak a pénzérme két oldala. Egy gyorsan vágó, de pontatlan gép hulladékot eredményez és újrafeldolgozást igényel, amivel teljesen semlegesíti a sebességelőnyét. A CNC vezérelt acélrúd-vágó vonalak ebben a tekintetben nyilvánvaló előnyöket mutattak. A távolságpontosság szempontjából a termék egy frekvenciaváltós motort használ a golyós menetes szerkezet meghajtására, amely a vágóél és a pozicionáló elválasztólap közötti távolságot állítja be, miközben egy szervomotor biztosítja a pontos mérést, így elérve egy ±2 mm-es távolságpontosságot. Azonban a jellemzőbb műszaki gyakorlatokban a vágó- és csiszolóvonal, valamint a rúdanyag-vágó- és hajlítóvonal távolságpontossága még ±1 mm-re is javult.
A pontosság javulása többdimenziós hatékonyságnövekedést eredményezett. Először is a késztermékek minősége stabil és megbízható, csökkentve a méretbeli hibák miatti újrafeldolgozás szükségességét, és biztosítva a építési folyamat haladását. A Xiongxin Gyorsvasútvonal egyik gerenda-gyártó üzemében egységes CNC-gépek irányítását vezették be, felülírva a hagyományos „tapasztalatra és érzésre támaszkodó” módszert, és ezzel szabványosították és rendszerszerűvé tették a vasbeton acélrudak gyártását és feldolgozását; a vasbeton rudak vágási hosszának eltérése a milliméteres tartományba esik, a hajlítási szög hibája pedig ±0,5°-on belül marad. Másodszor, a pontos vágás jelentősen csökkenti az anyagpazarlást. A nagy adathalmazokon alapuló vágási optimalizálási algoritmusok integrálásával – amelyek figyelembe veszik a készlet- és maradékanyag-feltételeket – a termelési ütemezés javítható, továbbá a hidraulikus vágási módszerekkel keletkező anyagfejek központosított gyűjtése és a ferde élű vágófejek tervezése révén a feldolgozási költségek jelentősen csökkentek, egyes feldolgozóüzemeknél akár 98%-os csökkenés is elérhető. Harmadszor, a maradékanyagok intelligens újrahasznosítási technológiájának alkalmazása lehetővé teszi a rövid anyagok újrafelhasználását, így hatékony „nulla hulladékot” eredményező körkörös termelési rendszert valósítva meg, és javítva az alapanyagok felhasználási hatékonyságát a forrástól kezdve.
Az acélrúd-feldolgozás hatékonyságának értéke végül az egész építési projektben tükröződik: egy normálisan működő acélrúd-vágó vonal megnyomja az egész építési projekt „gyorsítógombját”, így az acélrudak nyersanyagból késztermékké történő átalakulásának minden lépése gyorsabbá, pontosabbá és megbízhatóbbá válik. Ez nem csupán egy technikai szinten zajló fejlődés, hanem az építőipar iparosodásának és digitalizációjának élő és hiteles bemutatása.
 Aktuális hírek
Aktuális hírek2026-05-27
2026-05-18
2026-05-12
2026-05-08
2026-05-01
2026-04-27
Szerzői jog © 2026 Shandong Synstar Intelligent Technology Co., Ltd. Minden jog fenntartva. - Adatvédelmi irányelvek