I. Inleiding: Van "Één snede geldt voor alles" naar "Efficiëntie eerst"
Wapening, als het skelet van gewapend betonconstructies, beïnvloedt de verwerkingsefficiëntie ervan direct de bouwvoortgang en de kosten. In het verleden was het snijden van wapening afhankelijk van handbediende, draagbare snijmachines of eenvoudige snijapparatuur, wat niet alleen een hoge arbeidsintensiteit en een lage werksnelheid met zich meebracht, maar ook ongelijkmatige snijkwaliteit opleverde, waardoor de meervoudige eisen op het gebied van precisie en efficiëntie voor intelligente bouwprojecten niet konden worden vervuld. Met de opkomst van numerieke besturingstechnologie en geautomatiseerde apparatuur is het concept van wapeningsnijlijnen geleidelijk in het zicht gekomen van bouwbedrijven — het betreft geen enkele snijmachine, maar een complete productielijn, van het aanvoeren van grondstoffen, het snijden van staven, het afscheren tot het verzamelen van de eindproducten. De efficiëntie van wapeningsnijlijnen verwijst in wezen naar de snelheid en kwaliteit waarmee wapening per tijdseenheid op deze productielijn wordt geproduceerd, en weerspiegelt de integrale capaciteiten op het gebied van apparatuur, verwerkingstechnologie, snelheid en managementniveau. Het begrijpen van de inhoudelijke betekenis en de toepassingsmogelijkheden van deze efficiëntie is van groot praktisch belang voor het verbeteren van de wapeningsverwerkingsfase en het verhogen van de algehele voordelen.
II. Technologische evolutie: Efficiëntiesprong van afscheren naar snijden overtreft het staalstaafsnijproces
De technologische ontwikkelingstrend is geen rechte lijn. Traditionele afscherende, rechtende en snijdende machines gebruiken afscheringskracht om de staalstaven te 'breken'. Het principe is eenvoudig en de apparatuur is kosteneffectief, waardoor deze machines op grote schaal op bouwplaatsen werden gebruikt. Tijdens het afscheringsproces wordt echter de bovenkant van de staalstaaf samengeperst, wat aanzienlijke vervorming, ongelijke sneden en beschadiging van de staalstaaf veroorzaakt. Dit heeft direct invloed op de sterkte van de daaropvolgende buisverbinding in de constructie. Indien een slijpbewerking wordt uitgevoerd, is dit tijdrovend en arbeidsintensief; indien dit niet wordt aangepakt, kan dit leiden tot een verkorting van de buisverbinding en een vermindering van de mechanische eigenschappen van de staalstaafverbinding.
Alternatieve opties zijn opgedoken naarmate de tijd verandert. De productielijn voor het snijden van wapening met CNC-machinegereedschappen kiest voor snijmethoden in plaats van afscheren. Er worden houtschijfbladen met hoge rotatiesnelheid gebruikt om de wapening nauwkeurig te snijden, wat gladde sneden oplevert die over het algemeen geen naverwerking vereisen en direct de kwaliteit van mechanische verbindingen garanderen. Bovendien bevordert de introductie van technologieën en apparatuur zoals CNC-lasersnijmachines en plasmasnijmachines de ontwikkeling van wapeningsproductieprocessen verder naar hogere precisie en hogere efficiëntie. De kernlogica van deze technologische evolutie is duidelijk: efficiëntie draait niet alleen om 'snel snijden', maar vooral om 'goed, nauwkeurig en economisch snijden'. Het opgeven van de afscheringsmethode is geen terugval in efficiëntie, maar een volledige transformatie van het efficiëntieconcept – kwaliteitsborging is immers inherent het meest efficiënte productieproces.
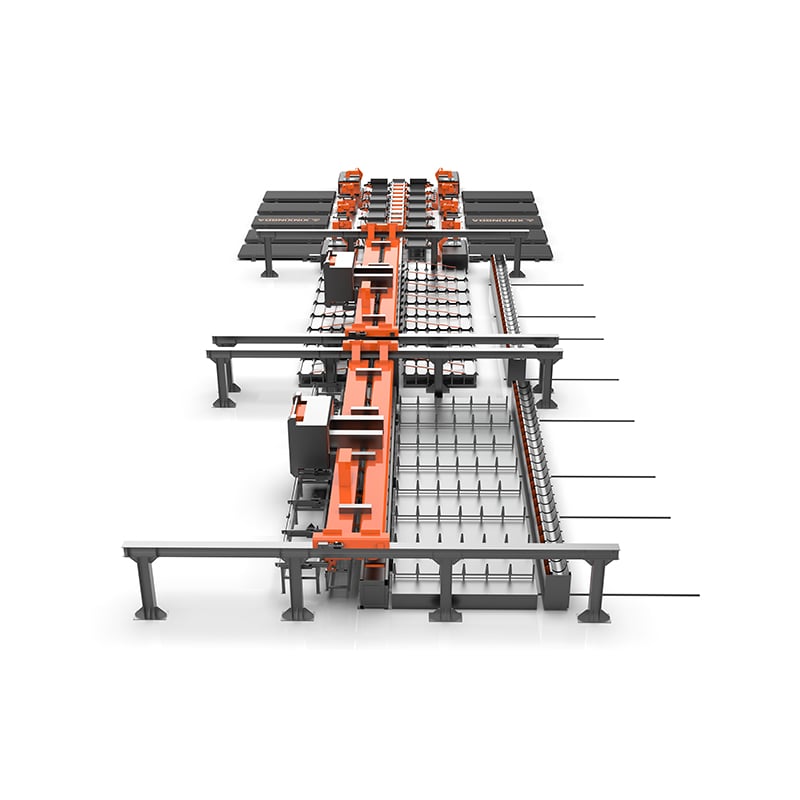
III. Automatiseringstechnologiehervorming: De efficiëntie van de CNC-persmachine-schaarlijn heeft een nieuw niveau bereikt. Als de overgang van scharen naar snijden het probleem van "hoe te snijden" oploste, dan heeft de automatiseringsoplossing voor de CNC-persmachine-schaarlijn het probleem van "hoe snel te snijden" volledig aangepakt. Via big data-besturing heeft de CNC-persmachine-staafstaalschaarlijn automatische, continue en gestroomlijnde hydraulische schaarproductie van staafstaal bereikt, waarbij menselijke tussenkomst tot een minimum is beperkt.
Informatie over de productiecapaciteit is de meest effectieve verificatie. Als voorbeeld nemen we staalstaven met een diameter van ongeveer 25 mm: een CNC-machine snijlijn kan in één keer 8 tot 15 staven snijden, en het gehele snijproces duurt slechts enkele seconden. De totale output van één installatie kan oplopen tot 50 ton, wat gelijkstaat aan de dagelijkse werking van meerdere werknemers. Sommige hoogwaardige modellen kunnen zelfs een snijsnelheid bereiken van 20 stuks per minuut en een transportssnelheid van staalstaven van 90 meter per minuut, waardoor de bewerkingstijd per onderdeel aanzienlijk wordt verkort. In specifieke projecten koos een bepaalde intelligente staalstaafproductiefabriek in de stad Tangshan, provincie Hebei, voor CNC-machine snij- en buigproductielijnen en andere geautomatiseerde machines; slechts 7 operators zijn dan nodig om een totale productiecapaciteit van ongeveer 70 ton per dag te realiseren. Na de introductie van geautomatiseerde assemblagelijnen in de Chengke Quick and Smart Steel Bar Manufacturing Plant zijn slechts ongeveer 10 personen nodig om het werk te verrichten dat onder traditionele handmatige verwerking door 20 tot 30 personen zou worden uitgevoerd, terwijl de productie-efficiëntie met 3 tot 5 keer is gestegen. De CNC-geautomatiseerde staalstaafproductiefabriek voor het Hechi-spoorwegproject heeft de uitvoersnelheid van eindproducten met meer dan 80% verhoogd ten opzichte van traditionele handmatige verwerking.
De efficiëntieverbetering die wordt bewerkstelligd door automatiseringstechnologie is veelzijdig. Het intelligente systeem voor wapeningverwerking kan volledige procesautomatisering realiseren, van het vervoer van grondstoffen, het aanvoeren, snijden en productieproces tot de eindproducten. Door een doeltreffende systeemindeling en samenwerking met numeriek gestuurde machines en servoregelsystemen worden de oorspronkelijk verspreide processen geïntegreerd in een soepel functionerende productietransmissieketen. Voor bouwbedrijven is ook de personeelsbezetting aanzienlijk verbeterd: in vergelijking met het traditionele werkteam van 15 tot 20 personen is voor de geautomatiseerde productielijn slechts een team van 5 tot 6 personen nodig om de dagelijkse productie te voltooien, waardoor het langdurige probleem van personeelstekort in de wapeningverwerkingsketen effectief wordt verlicht.
IV. Precisie in gebruikswaarde: hoe precisie terugwerkt op efficiëntie
Op het gebied van staalstaafverwerking zijn precisie en efficiëntie vaak twee kanten van dezelfde medaille. Een machine die snel snijdt, maar onnauwkeurig is, veroorzaakt afval en vereist herwerk, waardoor het snelheidsvoordeel volledig teniet wordt gedaan. CNC-staalstaafsnijlijnen hebben zich in dit opzicht duidelijk bewezen. Wat betreft de afstandsprecisie gebruikt het product een frequentieregelaarmotor om de kogelomloopconstructie aan te sturen, waarmee de afstand tussen het snijkant en de positioneringsafscherming wordt aangepast, in combinatie met een servomotor voor nauwkeurige meting, wat een afstandsprecisie van ±2 mm oplevert. In representatievere technische toepassingen bereikt de afstandsprecisie van de snij- en slijplijn en de staafmateriaalsnij- en buiglijn echter zelfs ±1 mm.
De verbetering van de precisie heeft geleid tot veelzijdige efficiëntiewinsten. Ten eerste is de kwaliteit van de eindproducten stabiel en betrouwbaar, waardoor de noodzaak tot herwerk aan producten met afmetingsfouten wordt verminderd en de voortgang van de bouw wordt gewaarborgd. Een bepaalde balkfabriek voor de Xiongxin-spoorlijn met hoge snelheid heeft de geïntegreerde aansturing van CNC-machines ingevoerd, waarmee de traditionele werkwijze van 'vertrouwen op ervaring en gevoel' is vervangen. Hierdoor is de productie en bewerking van wapening gestandaardiseerd en gesystematiseerd, waarbij de foutmarge bij het afsnijden van wapening binnen de millimeter ligt en de fout in de buighoek is teruggebracht tot ±0,5°. Ten tweede leidt nauwkeurig snijden tot een aanzienlijke vermindering van materiaalafval. Door voorraad- en restmateriaalgegevens te integreren via big data-algoritmen voor snijoptimalisatie wordt de productieplanning verbeterd; bovendien draagt de centrale verzameling van materiaalkoppen via hydraulische schuifmethoden en het ontwerp van schuin geslepen snijkoppen bij aan een forse verlaging van de bewerkingskosten — in sommige bewerkingsbedrijven zelfs tot wel 98%. Ten derde maakt de toepassing van intelligente recyclingtechnologie voor restmateriaal het hergebruik van korte materialen mogelijk, waardoor een effectief circulair productiesysteem zonder afval ('zero-waste') wordt gerealiseerd en het rendement van grondstoffen al vanaf de bron wordt verbeterd.
De waarde van efficiëntie in de bewerkingsfase van staalstaven komt uiteindelijk tot stand in het gehele bouwproject: een normaal functionerende snijlijn voor staalstaven drukt op de 'versnellingstoets' van het volledige bouwproject, waardoor elke stap in de transformatie van grondstof naar eindproduct van staalstaven sneller, nauwkeuriger en betrouwbaarder wordt. Dit is niet alleen een technische ontwikkeling, maar ook een levendige en accurate weergave van de industrialisering en digitalisering van de bouwsector.
 Actueel nieuws
Actueel nieuws2026-05-27
2026-05-18
2026-05-12
2026-05-08
2026-05-01
2026-04-27
Copyright © 2026 Shandong Synstar Intelligent Technology Co., Ltd. Alle rechten voorbehouden. - Privacybeleid