I. Kirish: "Bitta kesish barchasini qamrab oladi" dan "Samaradorlik avvalo"
Armatura — betonli temir-beton inshootlarning asosiy tarkibiy qismi bo'lib, uning ishlov berish samaradorligi qurilish jarayoni va xarajatlarga bevosita ta'sir qiladi. Avvalgi davrlarda armaturani kesish qo'l bilan boshqariladigan kesgich apparatlari yoki oddiy kesish uskunalari orqali amalga oshirilgan bo'lib, bu nafaqat mehnat intensivligini oshirgan, ishlash tezligini sekinlashtirgan, balki kesish sifatini ham bir xil qilolmagan, natijada aqlli muhandislik loyihalarining aniqlik va samaradorlik talablarini qondira olmagan. Sonli boshqaruv (CNC) ishlov berish texnologiyasi va avtomatlashtirilgan uskunalar rivojlanishi bilan armatura kesish liniyalari tushunchasi qurilish birligiga asta-sekin kirib bordi — bu alohida kesish apparati emas, balki xom ashyo yuklashdan boshlab naychalar kesish, kesish va yakuniy mahsulotni yig'ishgacha bo'lgan to'liq ishlab chiqarish liniyasi. Armatura kesish liniyalari samaradorligi asosan ushbu ishlab chiqarish liniyasida birlik vaqtda armatura chiqish tezligi va sifatini anglatadi va uskunalar, ishlov berish texnologiyasi tezligi hamda boshqaruv darajasining umumiy imkoniyatlarini aks ettiradi. Bu samaradorlikning mohiyati va kengaytirilgan tushunchasini tushunish armatura ishlov berish bosqichini takomillashtirish va umumiy foydani oshirish uchun katta amaliy ahamiyatga ega.
II. Texnologik evolyutsiya: Qirqishdan kesishga o'tish — po'lat simlarni kesish jarayonini samaradorlik jihatidan ortda qoldiradi
Texnologik rivojlanish tendensiyasi to'g'ri chiziq emas. An'anaviy qirqish, tekislash va kesish uskunalari po'lat simlarni 'sindirish' uchun qirqish kuchidan foydalanadi. Ushbu printsip oddiy, uskunalar arzon va qurilish maydonlarida keng qo'llanilgan. Biroq, qirqish jarayonida po'lat simning uchi siqiladi, bu esa katta darajada deformatsiyaga, tengsiz kesishlarga va po'lat simning shikastlanishiga sabab bo'ladi; bu esa binoning konstruksiyasidagi keyingi gilzali ulanishning mustahkamligiga bevosita ta'sir qiladi. Agar gilzali ulanishni yondirish (grinding) usuli bilan qayta ishlansa, bu vaqt talab qiluvchi va mehnat talab qiluvchi jarayon bo'ladi; agar bu muammo hal etilmasa, gilzali ulanish uzunligi qisqaradi va po'lat sim ulanish tutashtiruvining mexanik xususiyatlari pasayadi.
Vaqt o'zgarishi bilan alternativ variantlar paydo bo'ldi. CNC uskunalari yordamida armatura simlarini kesish uchun ishlab chiqarish liniyasi kesish usulini qirqish o'rniga tanlaydi. U yuqori tezlikda aylanuvchi yog'och kesish g'ildiraklaridan foydalanib, armatura simlarini aniq kesadi; bu esa umumiy holda ikkinchi darajali ishlashni talab qilmasdan, mexanik ulanish qo'shilishlarining sifatini darhol ta'minlaydi. Shuningdek, CNC lazer kesish uskunalari va plazma kesish kabi texnologiyalar va jihozlarning joriy etilishi ham armatura ishlab chiqarish jarayonlarini yuqori aniqlik va yuqori samaradorlikka intilishga yanada rag'batlantirmoqda. Bu texnologik rivojlanishning asosiy mantiqi juda aniq: samaradorlik faqatgina "tez kesish" emas, balki aksincha, "yaxshi kesish, aniq kesish va iqtisodiy kesish"dir. Qirqish usulini tark etish — bu samaradorlikda ortga qaytish emas, balki samaradorlik tushunchasining to'liq qayta shakllanishi: sifatni ta'minlash o'zida eng samarali ishlab chiqarish jarayonidir.
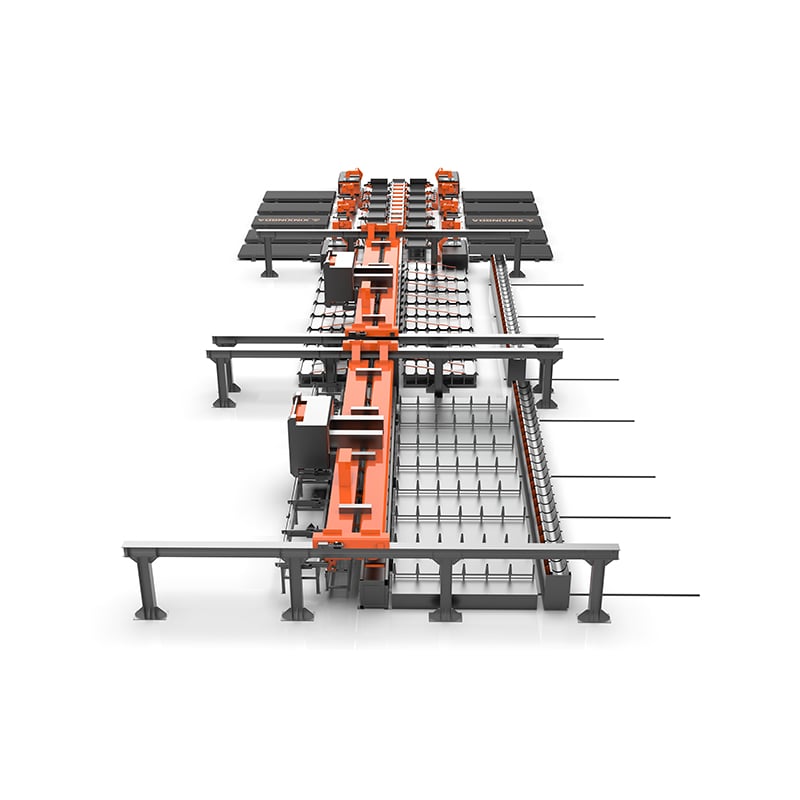
III. Avtomatlashtirish texnologiyasini ishlash: CNC frezak mashinasi kesish liniyasi samaradorligi yangi darajaga ko'tarildi. Agar kesishdan kesishgacha o'tish "qanday kesish" muammosini hal etgan bo'lsa, unda CNC frezak mashinasi kesish liniyasi uchun avtomatlashtirish yechimi "qanchalik tez kesish" muammosini to'liq hal qilgan. Katta ma'lumotlar boshqaruvi orqali CNC frezak mashinasi simli po'lat kesish liniyasi simli po'latning avtomatik, uzluksiz va oqimli gidravlik kesish ishlab chiqarishini amalga oshirgan bo'lib, insonning aralashuvi minimal darajada saqlangan.
Ishlab chiqarish quvvati haqidagi ma'lumot eng samarali tekshiruvdir. Masalan, diametri taxminan 25 mm bo'lgan po'lat sterjenlarni olib tursak, CNC avtomatik kesish liniyasi bir vaqtda 8 dan 15 gacha sterjenlarni kesadi va butun kesish jarayoni faqatgina bir necha soniya davom etadi. Bir liniyaning umumiy chiqishi 50 tonnaga yetadi, bu bir necha ishchilarning bir kunlik ish hajmiga teng. Ba'zi yuqori darajali modellar hatto daqiqasiga 20 ta sterjen kesish tezligi va daqiqasiga 90 metr po'lat sterjen tashish tezligini ham ta'minlay oladi, bu individual detallarning qayta ishlash vaqtini sezilarli darajada qisqartiradi. Aniq loyihalarda Hebeй viloyatining Tangshan shahridagi ma'lum bir aqlli po'lat sterjen ishlab chiqarish zavodi CNC avtomatik kesish va egish ishlab chiqarish liniyalari hamda boshqa avtomatlashtirilgan uskunalarni tanlagan bo'lib, faqatgina 7 nafar operator 70 tonna atrofida kunlik umumiy ishlab chiqarish quvvatini ta'minlay oladi. Chengke Tez va Aqlli Po'lat Sterjen Ishlab Chiqarish Zavodiga avtomatlashtirilgan montaj liniyalari kiritilgandan so'ng, an'anaviy qo'lda qayta ishlashda 20–30 nafar ishchining bajaradigan ishini faqatgina 10 nafar odam bajaradi va ishlab chiqarish samaradorligi 3–5 marta oshadi. Xexi Temir Yo'li Loyihasi uchun mo'ljallangan CNC avtomatlashtirilgan po'lat sterjen ishlab chiqarish zavodi an'anaviy qo'lda qayta ishlashga nisbatan yakuniy mahsulotlar chiqish tezligini 80% dan ortiq oshirgan.
Avtomatlashtirish texnologiyasi bilan keltirilgan samaradorlikni oshirish barcha jihatdan amalga oshiriladi. G'ildirakli armatura qayta ishlash uchun aqlli tizim xom ashyo tashishidan boshlab, oziqlantirish, kesish va ishlab chiqarish jarayonlarigacha hamda yakuniy mahsulotlarga qadar to'liq avtomatlashtirilgan jarayonni ta'minlay oladi. Samarali tizim zonalari joylashuvi hamda sonli boshqaruvli (CNC) uskunalar va servopozitsion boshqaruv tizimlari bilan hamkorlik qilish orqali dastlab tarqoq bo'lgan jarayonlarni silliq ishlaydigan ishlab chiqarish uzilishsiz zanjiriga birlashtiradi. Qurilish birlamliklari uchun xodimlar soni ham sezilarli darajada oshirilgan — an'anaviy 15–20 kishilik ish jamoasiga nisbatan avtomatlashtirilgan ishlab chiqarish liniyasi kunlik ishlab chiqarishni faqat 5–6 kishilik jamoa bilan bajaradi, bu esa armatura qayta ishlash bo'g'ini bo'yicha uzoq muddat davom etayotgan odamlar yetishmasligi muammosini samarali hal qiladi.
IV. Foydalanish qiymatidagi aniqlik: Aniqlik qanday qilib samaradorlikka ijobiy ta'sir qiladi
Borish simlari qayta ishlash sohasida aniqlik va samaradorlik ko'pincha bir xil tanganing ikkita tomoni hisoblanadi. Tez kesadigan, lekin noaniq ishlaydigan apparat chiqindilar hosil qiladi va qayta ishlashni talab qiladi, bu esa uning tezlik afzalligini butunlay yo'q qiladi. CNC borish simlari kesish liniyalari shu jihatdan aniq afzalliklarga ega bo'lib chiqdi. Masofa aniqiligini ta'minlashda mahsulot o'zgaruvchan chastotali dvigatel yordamida topshirgich vintli tuzilmani boshqaradi, bu esa kesish chetining va pozitsionlash to'sig'ining o'rtasidagi masofani sozlaydi; bundan tashqari, aniq o'lchash uchun servodvigatel ishlatiladi va bu ±2 mm masofa aniqiligini ta'minlaydi. Biroq, amaliy muhandislik amaliyotlarida kesish va g'ildiraklash liniyasi hamda sim materialini kesish va egish liniyasining masofa aniqiligi hatto ±1 mm gacha yetgan.
Aniqlikda yuz bergan yaxshilanish ko'p o'lchovli samaradorlikka erishishga hissa qo'shdi. Birinchidan, yakuniy mahsulotlar sifati barqaror va ishonchli bo'lib, o'lchov xatolari tufayli qayta ishlash zarurati kamaydi va qurilish jarayoni ta'minlandi. Xiongxin teztekislik temir yo'li uchun mo'ljallangan ayrim tirnoq ishlab chiqarish zavodi CNC uskunalarning birlashtirilgan boshqaruvidan foydalangan holda, "tajriba va his-tuyg'uga tayanish" deb ataladigan an'anaviy uslubni bekor qildi; shu bilan birga, armatura ishlab chiqarish va qayta ishlashning standartlashtirilishi va tizimlashtirilishi amalga oshirildi; armaturani kesish uzunligidagi xato millimetr darajasida, egilish burchagidagi xato esa ±0,5° ichida qoldirildi. Ikkinchidan, aniqlik bilan kesish materiallarning sarfiyoti sezilarli darajada kamaytiradi. Katta ma'lumotlar asosida kesishni optimallashtirish algoritmlari orqali zaxira va qolgan materiallar holati integratsiyalashgan holda ishlab chiqarishni rejalashtirishni yaxshilash, gidravlik kesish usullari bilan material boshlarini markazlashtirib to'plash va og'riq chegarali kesish boshlarini loyihalash orqali qayta ishlash xarajatlari keng ko'lamda kamaytirildi; ba'zi qayta ishlash zavodlari bu xarajatlarni 98% gacha kamaytirishga erishdilar. Uchinchidan, qolgan materiallarga aqlli qayta ishlash texnologiyasini qo'llash qisqa materiallarni qayta foydalanish imkonini beradi; bu effektiv "nol chiqindi" doiraviy ishlab chiqarish tizimini yaratishga va xom ashyoning foydalanish samaradorligini manbadan boshlab oshirishga imkon beradi.
Quyoshli qismlar ishlab chiqarish bosqichidagi samaradorlik qiymati oxir-oqibat umumiy qurilish loyihasida aks etadi: oddiy ishlaydigan quyoshli qismlar kesish liniyasi butun qurilish loyihasiga «tezlashish tugmasini» bosadi va quyoshli qismlarning xom ashyodan yakuniy mahsulotga aylanish jarayonining har bir bosqichini tezroq, aniqroq va ishonchliroq qiladi. Bu faqatgina texnik darajadagi rivojlanish emas, balki qurilish sohasining sanoatlashtirish va raqamlashtirish transformatsiyasining tirik va haqiqiy tasviri hamdir.
 Issiq yangiliklar
Issiq yangiliklar2026-05-27
2026-05-18
2026-05-12
2026-05-08
2026-05-01
2026-04-27
Copyright © 2026 Shandong synstar Intelligent Technology Co., Ltd. Barcha huquqlar qorali. - Maxfiylik siyosati