أولاً: المقدمة: من «قصة واحدة تناسب الجميع» إلى «الكفاءة أولاً»
الحديد المُسنَّد، بصفته الهيكل الأساسي للهياكل الخرسانية المسلحة، فإن كفاءة معالجته تؤثر مباشرةً على تقدُّم أعمال الإنشاء والتكلفة. وفي الماضي، كان قطع الحديد يعتمد على آلات قطع يدوية محمولة أو معدات قطع بسيطة، مما تسبب ليس فقط في ارتفاع شدة العمل اليدوي وبطء سرعة الأداء، بل وأدى أيضًا إلى عدم تجانس جودة القطع، ما جعلها غير قادرة على تلبية المتطلبات المتعددة المتعلقة بالدقة والكفاءة في مشاريع الهندسة الذكية. ومع ظهور تقنيات المعالجة الرقمية التحكمية والمعدات الآلية، برز مفهوم خطوط قطع الحديد تدريجيًّا أمام وحدات الإنشاء — فهو ليس آلة قطع واحدة، بل هو خط إنتاج كامل يشمل إدخال المواد الخام، وقطع الأنابيب، والقص، وجمع المنتج النهائي. وتشير كفاءة خطوط قطع الحديد في جوهرها إلى معدل وجودة إنتاج الحديد لكل وحدة زمنية على هذا الخط الإنتاجي، وهي تعكس القدرات الشاملة للمعدات وسرعة تكنولوجيا المعالجة ومستوى الإدارة. ولذلك فإن فهم المحتوى والامتداد الدلالي لهذه الكفاءة له أهمية عملية كبيرة لتحسين مرحلة معالجة الحديد وتعزيز الفوائد العامة.
ثانياً. التطور التكنولوجي: قفزة في الكفاءة من القص إلى القطع تتفوق على عملية قطع حديد التسليح
إن اتجاه التطور التكنولوجي ليس خطًّا مستقيمًا. فتستخدم الآلات التقليدية للقص والتصويب والقطع قوة القص لـ"تكسير" قضبان حديد التسليح. والمبدأ بسيطٌ، والمعدات اقتصادية التكلفة، وقد استُخدمت على نطاق واسع في مواقع البناء. ومع ذلك، فإن الجزء العلوي من قضيب حديد التسليح يتعرّض أثناء عملية القص لضغطٍ شديدٍ يؤدي إلى تشوه كبير، وقطع غير متساوٍ، وتلف في قضيب حديد التسليح، ما يؤثر مباشرةً على مقاومة وصلات الغلاف (الكوفة) اللاحقة في الهيكل البنائي. فإذا جرى إجراء معالجة كشطية (طحن)، فإنها تستغرق وقتًا طويلاً وتشكل عبئًا على العمالة؛ أما إذا تُرك الأمر دون معالجة، فقد يؤدي ذلك إلى تقليل طول وصلة الغلاف (الكوفة)، وانخفاض الخواص الميكانيكية لمفصل وصل قضيب حديد التسليح.
ظهرت خيارات بديلة مع تغير الأزمنة. وتختار خط إنتاج قص حديد التسليح باستخدام أدوات الآلات الرقمية المبرمجة (CNC) طريقة القص بدلًا من القص بالقصّافة. ويتم ذلك باستخدام شفرات منشار خشبي دوّارة عالية السرعة لقص حديد التسليح بدقة، مما يُنتج قطعًا ناعمة لا تتطلب عمومًا معالجة ثانوية، ويضمن فورًا جودة وصلات الربط الميكانيكي. علاوةً على ذلك، فإن إدخال تقنيات ومعدات مثل آلات القص بالليزر الرقمية المبرمجة (CNC) وآلات القص بالبلازما يُسهم أيضًا في دفع تطور عمليات تصنيع حديد التسليح نحو دقة أعلى وكفاءة أعلى. ومن الواضح تمامًا المنطق الجوهري لهذا التطور التكنولوجي: فالكفاءة ليست مجرد «قصٍّ سريع»، بل هي بالأحرى «قصٌّ جيِّد، ودقيق، واقتصادي». وإن التخلي عن طريقة المعالجة بالقصّافة ليس انحدارًا في الكفاءة، بل هو تحولٌ جذريٌّ في مفهوم الكفاءة ذاته — إذ إن ضمان الجودة هو في جوهره العملية الإنتاجية الأكثر كفاءة.
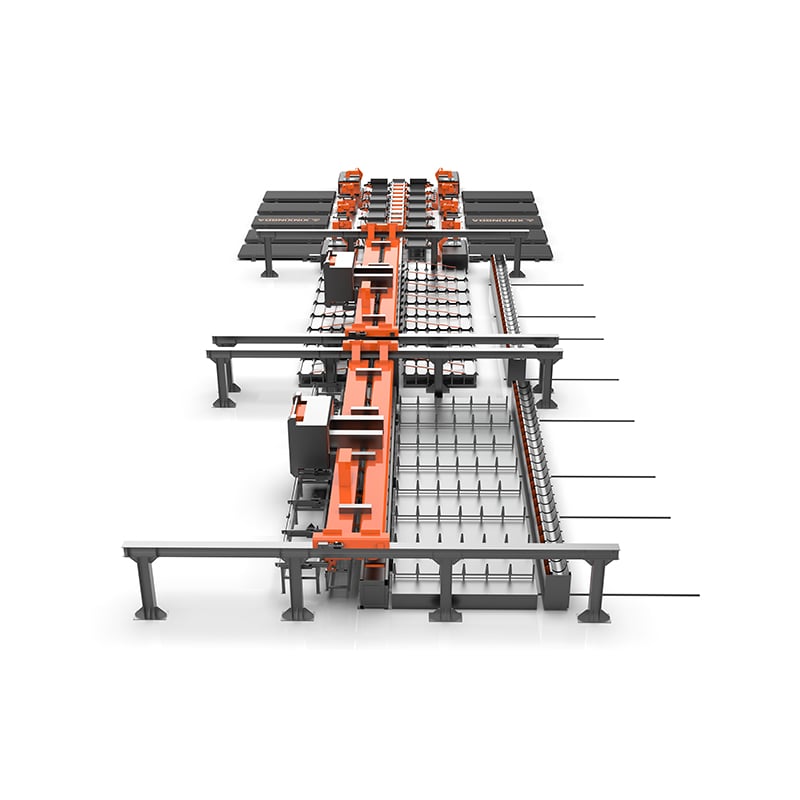
ثالثاً. إصلاح تكنولوجيا الأتمتة: وصلت كفاءة خط القص الآلي لمكائن التحكم العددي (CNC) إلى مستوى جديد. فإذا كانت الانتقال من عملية القص إلى عملية القطع قد حلّت مشكلة «كيف نقطع؟»، فإن الحلّ الآلي المُطبَّق على خط قص مكائن التحكم العددي (CNC) قد عالج بالكامل مسألة «بأي سرعة نقطع؟». وباستخدام التحكّم القائم على البيانات الضخمة، حقّق خط قص حديد التسليح الآلي لمكائن التحكم العددي (CNC) إنتاجًا هيدروليكيًّا تلقائيًّا ومستمرًّا ومنسَّقًا لحديد التسليح، مما يقلّل التدخل البشري إلى أدنى حدٍّ ممكن.
معلومات القدرة الإنتاجية هي أكثر وسيلة فعالة للتحقق. وعلى سبيل المثال، بالنسبة لقضبان الفولاذ التي يبلغ قطرها حوالي ٢٥ مم، يمكن لخط قص أوتوماتيكي خاضع للتحكم العددي (CNC) أن يقصّ ٨ إلى ١٥ قضيباً دفعة واحدة، وتستغرق عملية القص بأكملها بضع ثوانٍ فقط. أما المخرجات الإجمالية لقطار إنتاج واحد فقد تصل إلى ٥٠ طناً، أي ما يعادل العمل اليومي لعدة عمال. وبعض النماذج المتقدمة جداً يمكنها حتى تحقيق معدل قصّ يبلغ ٢٠ قطعة في الدقيقة ومعدل نقل لقضبان الفولاذ يبلغ ٩٠ متراً في الدقيقة، مما يقلّل بشكل كبير من زمن معالجة الأجزاء الفردية. وفي مشاريع محددة، اختارت مصنع ذكي لتصنيع قضبان الفولاذ في مدينة تانغشان بمقاطعة خبي خطوط إنتاج أوتوماتيكية خاضعة للتحكم العددي (CNC) للقص والثني وغيرها من الآلات الأوتوماتيكية، حيث يكفي وجود ٧ مشغلين فقط لتحقيق طاقة إنتاجية شاملة تبلغ نحو ٧٠ طناً يومياً. وبعد إدخال خطوط التجميع الأوتوماتيكية في مصنع تشنغ كه السريع والذكي لتصنيع قضبان الفولاذ، لم يعد يلزم سوى نحو ١٠ أشخاص لإتمام العمل الذي كان يتطلّبه ٢٠ إلى ٣٠ شخصاً في ظل المعالجة اليدوية التقليدية، كما ازدادت كفاءة الإنتاج بنسبة تتراوح بين ٣ إلى ٥ أضعاف. أما مصنع تصنيع قضبان الفولاذ الخاضع للتحكم العددي (CNC) الخاص بمشروع سكة حديد هيشي، فقد حقّق زيادة في معدل إنتاج المنتجات النهائية تجاوزت ٨٠٪ مقارنةً بالمعالجة اليدوية التقليدية.
إن تحسين الكفاءة الذي تحققه تقنيات الأتمتة هو تحسين شامل. ويمكن للنظام الذكي لمعالجة حديد التسليح أن يحقق أتمتةً كاملةً للعملية من نقل المواد الخام، وتحميلها، وقصّها، ومعالجتها الإنتاجية، وحتى إنتاج المنتجات النهائية. كما أن التخطيط الفعّال لتوزيع مناطق النظام والتعاون مع آلات التحكم العددي وأنظمة التحكم بالمحركات المؤازرة يدمجان العمليات التي كانت مُجزَّأةً في الأصل في سلسلة نقل إنتاجية تعمل بسلاسة. أما بالنسبة لوحدات الإنشاءات، فقد تحسّنت قوة العمل المطلوبة بشكلٍ ملحوظٍ أيضًا: فمقارنةً بالفريق العامل التقليدي المكوَّن من ١٥ إلى ٢٠ شخصًا، فإن خط الإنتاج الآلي لا يحتاج سوى فريق مكوَّن من ٥ إلى ٦ أشخاص لإكمال الإنتاج اليومي، مما يخفف فعليًّا من المشكلة المزمنة المتمثلة في نقص الموارد البشرية في مرحلة معالجة حديد التسليح.
رابعًا: الدقة في القيمة الاستعمالية: كيف تُغذّي الدقة الكفاءة
في مجال معالجة قضبان الفولاذ، يُعَدُّ الدقة والكفاءة غالبًا وجهين لعملة واحدة. فالآلة التي تقطع بسرعةٍ لكن بدقةٍ منخفضةٍ ستؤدي إلى إهدار المواد واحتياجها إلى إعادة معالجة، ما يلغي تمامًا ميزة السرعة التي تتمتع بها. وقد أظهرت خطوط قص قضبان الفولاذ المُبرمَجة رقميًّا (CNC) مزايا واضحة في هذا الصدد. فمن حيث دقة المسافة، يستخدم المنتج محركًا متغير التردد لتشغيل هيكل المسمار الكروي لضبط المسافة بين حافة القص والحاجز المُحدِّد لموضع القطعة، بالتزامن مع محرك سيرفو لقياس دقيق، ليصل إلى دقة مسافة تبلغ ±2 مم. ومع ذلك، وفي الممارسات الهندسية الأكثر تمثيلًا، بلغت دقة المسافة في خطوط القص والطحن وخطوط قص وثني قضبان المواد حتى ±1 مم.
أدى تحسين الدقة إلى تحقيق مكاسب متعددة الأبعاد في الكفاءة. أولًا، أصبحت جودة المنتجات النهائية مستقرة وموثوقة، مما يقلل الحاجة إلى إعادة العمل بسبب أخطاء الأبعاد ويضمن استمرارية أعمال البناء. وقد اعتمد أحد مصانع تصنيع العوارض التابع لخط سكة حديد شيونغشين فائق السرعة نظام التشغيل الموحد لآلات التحكم الرقمي الحاسوبي (CNC)، متجاوزًا بذلك الأسلوب التقليدي القائم على "الاعتماد على الخبرة والحدس"، ومُكملًا بذلك توحيد وتنسيق إنتاج ومعالجة قضبان الصلب، حيث انخفض هامش الخطأ في طول قطع قضبان الصلب إلى مستوى المليمتر، وانخفض خطأ زاوية الانحناء إلى ±0.5 درجة. ثانيًا، يقلل القطع الدقيق بشكل كبير من هدر المواد. فمن خلال دمج بيانات المخزون والمواد المتبقية عبر خوارزميات تحسين القطع القائمة على البيانات الضخمة لتحسين جدولة الإنتاج، إلى جانب التجميع المركزي لرؤوس المواد من طرق القص الهيدروليكي وتصميم رؤوس القطع ذات الحواف المائلة، انخفضت تكاليف المعالجة بشكل كبير، حتى أن بعض مصانع المعالجة حققت انخفاضًا يصل إلى 98%. ثالثًا، يتيح تطبيق تكنولوجيا إعادة التدوير الذكية للمواد المتبقية إعادة استخدام المواد القصيرة، مما يحقق نظام إنتاج دائري فعال "بدون نفايات" ويحسن كفاءة استخدام المواد الخام من المصدر.
إن قيمة الكفاءة في مرحلة معالجة حديد التسليح تنعكس في النهاية على مشروع البناء ككل: إذ يُسرّع خط قص حديد التسليح العامل بشكل طبيعي «زر التسارع» لمشروع البناء بأكمله، مما يجعل كل خطوة في عملية التحول من المادة الخام إلى المنتج النهائي من حديد التسليح أكثر سرعةً ودقةً وموثوقيةً. وهذه ليست تطورًا فنيًّا فحسب، بل هي أيضًا تصوّرٌ حيّ ودقيقٌ لعملية التحوّل نحو التصنيع والرقمية في قطاع الإنشاءات.
 الأخبار الساخنة
الأخبار الساخنة2026-05-27
2026-05-18
2026-05-12
2026-05-08
2026-05-01
2026-04-27
حقوق النشر © 2026 شركة شاندونغ سينستار للتكنولوجيا الذكية المحدودة. جميع الحقوق محفوظة. - سياسة الخصوصية