I. Réamhrá: Ó "Aon Ghearrthógaíonn Gach Ní" go "Éifeachtúlacht ar dtús"
Is é an t-iarnród, mar chuid den struchtúr bhunaithe ar chónaí, a dhéanann an t-iarnród a bheith ina chuid de struchtúr reinfóirceáilte, a thagann a dhéanamh i gcrích go díreach ar chur chun feidhme agus ar an gcostas. I dtír an amharc, bhí an t-iarnród ag baint úsáide as gluaisteáin lámh-ghlanaithe nó as uirlisí simplí glanaithe, rud a chuir ar an obair intinneachas oibre ard agus luas oibre mall, agus a bhí le feiceáil freisin sa cháilíocht neamhchothrom na gcinn glanaithe, nach raibh in ann na riachtanais iolracha do thionchar agus do tháirgeadh éifeachtach a sholáthar don tionscail chiallaithe. Leis an mbunús a thagann le teicneolaíocht phróiseála uimhriúil agus le hionstraimí uathoibríochta, tá an smaoineamh ar línte glanaithe iarnróid ag teacht isteach i dtuairim na n-ionad tionscail — ní heochair amháin glanaithe atá i gceist ach líne tionscail iomlán ó thairiscint an mhaireann, ó ghlanadh an tuirse, ó shearbháil go dtí bailiú an táirgí deiridh. Is é an t-éifeachtacht a bhaineann le línte glanaithe iarnróid i ndáiríre an ráta agus an cháilíocht a thagann leis an iarnród a tháirgeann an líne seo i gcaoi amháin, ag léiriú na cumasc iomlána a bhaineann le hionstraimí, le luas an phróiseála teicniúil agus le leibhéal an bainistíochta. Tá sé de shuíomh praiticiúil mór an t-ábhar a thuiscint agus a leathnú chun an nasc glanaithe iarnróid a fheabhsú agus an t-ábhar iomlán a fheabhsú.
II. An Leathad Teicneolaíoch: Léim Idirghníomhachta ó Shearing go Cutting a Tharlaíonn an Próiseas Cuirteála Barra Crainn
Níl an treo fhorbairte teicneolaíoch ina loidhne dhíreach. Úsáideann na gluaisteáin shearing, cothromú agus curta traidisiúnta cumhacht shearing chun barra crainn a "bhriseadh". Is é an prionsabal simplí agus is é an t-ullmhú costas-éifeachtach, agus bhí sé ar fáil go forleathan ar shuíomhanna tógála. I rith an phróisis shearing, áfach, tá an barr de bharr crainn brúite, rud a fhágann dea-ghiorrú mór, gearrtha neamhchothromach, agus damáiste do bharra crainn, rud a thagann go díreach i gcoinne láimhseála an chuid eile sa struchtúr thógála. Má dhéantar an tréith ghreamaithe, is fada an t-am agus an obair atá i gceist; má n-aithnítear é, d’fhéadfadh sé a bheith ina chúis le laghdú ar fhad an chonaisc láimhseála agus laghdú ar na hairíonna meicniúla maidir le conaisc bharra crainn.
Tá roghanna malartacha ag teacht chun cinn mar a athraíonn na hamanna. Roghnaíonn an líne táirgeachta le haghaidh gearrtha barraí forchurtha le heiníní CNC modhanna gearrtha in áit gearrtha le scian. Úsáideann sé bláidí adhmaid ard-shiúlachta chun barraí forchurtha a ghearradh go cruinn, ag fágáil gearrtha glana nach dtéann i gceist iad a phróiseáil arís i bhfoilseacht, ag deimhnú an málaíocht ar maidin ar nascanna meicniúla. Ina theannta sin, tá an tionscnamh a thabhairt isteach ar theicnící agus ar mhaisnéirí cosúil le hinneanna CNC le gás lasair agus le plasma ag cur le forbairt phróiseas táirgeachta barraí forchurtha i dtreo cruinneas airde agus éifeachtachais airde. Is soiléir an lógic chroí den éabhlóid theicniúil seo: ní heifeachtachas amháin atá i gceist le "gearrthas tapa", ach níos mó le "gearrthas maith, gearrthas cruinn, agus gearrthas geilleagach". Ní dhéanann an t-éagóir a fhágáil ar an modh gearrtha le scian a bheith ina chúlú i dtreo éifeachtachais, ach is athrú iomlán ar an gconspóid éifeachtachais é — is é an áiríocht a chinntiú an próiseas táirgeachta is éifeachtaí i ndáiríre.
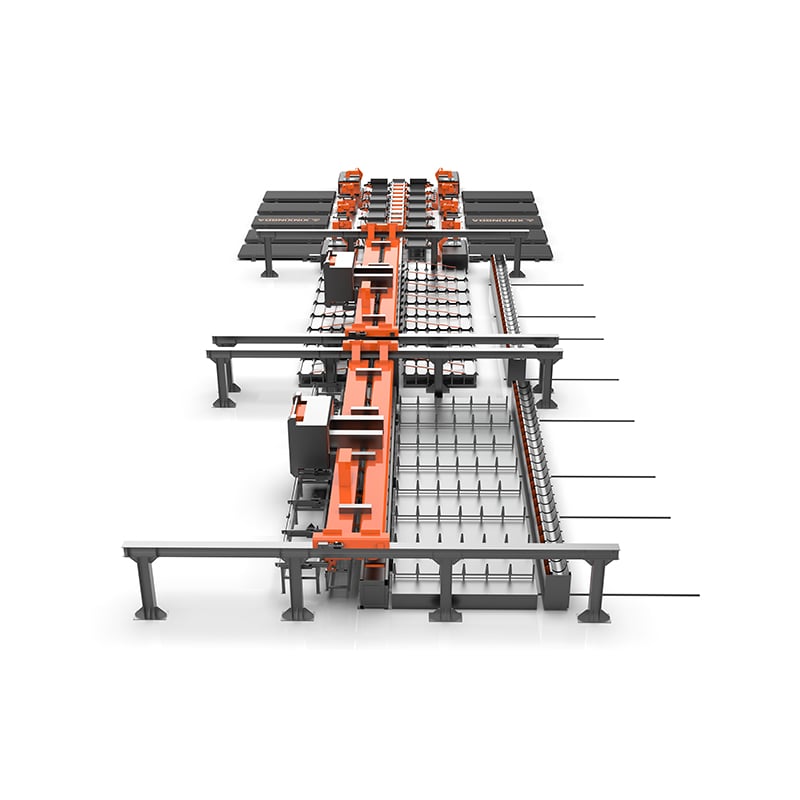
III. Athchóiriú Teicneolaíochta Uathoibriúcháin: Tá éifeachtúlacht líne gearrtha an t-ainmhithe CNC ag teacht go dtí leibhéal nua. Má réitigh an aistriú ó ghearradh go dtí an bhaint an fhadhb "conas gearrthas?", ansin tá an réiteach uathoibriúcháin don líne gearrtha an t-ainmhithe CNC i mbun an fhadhb iomlán "conas gearrthas go tapa?". Trí rialú na mbunachar mórsonra, bhain an líne gearrtha barra stáin CNC amach ar ghearradh huathoibriúcháin, leanúnach, agus sreangaithe de bharra stáin trí úsáid a bhaint as hidreaileach, ag laghdú an oiriúnaithe daonna go minic.
Tá eolas faoi thacar fóntais táirgeachta an bhealach is éifeachtaí chun é a fhíorú. Mar shampla, agus barra stáin le trastomhas timpeall is 25 mm á n-úsáid, is féidir líne gearrtha CNC a ghearradh ó 8 go 15 barra i dtreo amháin, agus tarlaíonn an t-iomlán gearrtha i roinnt soicindí amháin. Is féidir an t-iasc iomlán a tháirgeann trean amháin a bheith suas le 50 tonna, atá cothrom leis an obair laethúil a dhéanann roinnt oibrithe. Is féidir le roinnt samplacha arda a bhaint amach ráta gearrtha de 20 cuid in aghaidh na nóiméide agus luas iompair barra stáin de 90 méadar in aghaidh na nóiméide, ag laghdú an ama próiseála do gach cuid go mór. I dtionscnaimh shonracha, roghnaigh plandáil intleachtúil tháirgeachta barra stáin i mBhaile Tangshan, Contae Hebei, línte táirgeachta gearrtha agus bainne CNC agus meaisíní uathoibríocha eile, agus is féidir tacar iomlán táirgeachta timpeall is 70 tonna in aghaidh na lae a bhaint amach le 7 oibrithe amháin. Tar éis na línte uathoibríocha a chur isteach sa Phlandáil Tháirgeachta Barra Stáin Shluagh-Chheangail, is féidir an obair a dhéanann 20–30 duine faoi phróiseás láimhe traidisiúnta a chríochnú le timpeall is 10 duine amháin, agus tá an éifeachtacht táirgeachta ardaithe trí nó cúig uair. Tá ráta táirgeachta na dtáirgeoireachta deireanacha ar phlandáil táirgeachta barra stáin CNC don Tionscadal Iarnróid Hechi ardaithe níos mó ná 80% i gcomparáid le próiseás láimhe traidisiúnta.
Tá an fheabhsú ar an éifeachtacht a thugann teicneolaíocht uathoibriúcháin i gceannas ar fad. Is féidir leis an gcóras intleachtúil do phróiseáil bharra stáin a bhaint amach uathoibriú iomlán ó tharchur na n-ábhar túsúla, ón mbunaithe, ón ngearrthóireacht agus ó phróiseáil tháirgeadh go dtí na táirgí críochnaithe. Trí réimsí córais chomhtháite go héifeachtach agus tríd an comhoibriú le heochairchórais uimhriúcha agus le córais rialú seirbhe, cuirtear na próisis a bhí roinnte cheana féin le chéile mar chainníocht tháirgeadh a oibríonn go slán. Dona aonaid thógála, tá an t-ullmhú do dhaoine freisin neartaithe go mór — i gcomparáid le foireann oibre traidisiúnta de 15–20 duine, ní gá ach foireann de 5–6 duine ar líne uathoibriúcháin chun an táirgeadh laethúil a chríochnú, agus mar sin, laghdaítear go héifeachtach an fhadhb fhadtéarmach a bhaineann le gá atá ann don bhfhorbairt daoine i ngnáthphróiseáil bharra stáin.
IV. Réimsí Ullmhúcháin: Conas a thugann an réimsí uallachais ar ais éifeacht
Sa réimse próiseáil bharraí stáin, is minic a bhíonn cruinneas agus éifeachtúlacht mar dhá thaobh den chéad choinníoll. Beidh mianach a gheobhann go tapa ach gan cruinneas ag cruthú caoí agus ag teastáil oiriúnaithe arís, ag cur an t-ábhar a thagann leis an luas seo i mbalans. Tá línte gearrtha CNC do bharraí stáin taispeáinnte na príomhphróisiúilteanna sa réimse seo. I dtreo cruinneasa an fhad, úsáideann an táirge motor athshonraithe chun struchtúr an scroillbholair a thiomáint chun an fhad idir an béal gearrtha agus an baffle suímh a rialú, in éineacht le motor seirbhe a úsáidtear chun tomhas cruinn a dhéanamh, ag baint amach cruinneas fad de ±2mm. I dtionscnaimh inisíochta níos ionann, áfach, tá cruinneas an fhad i línte gearrtha agus sáithithe, agus i línte gearrtha agus bocála bharraí, fiú ag ±1mm.
Tá an fheabhsú ar an cruinneas ag cur leasaí éagsúla i dtreo héifeachtachta. Ar an gcéad dul síos, tá cáil na dtáirgeoirí críochnaithe staible agus iontaofa, ag laghdú an riachtanais le hathghníomhú mar gheall ar earráidí i bhfadha, agus ag cinnti dul chun cinn sa tógáil. Tá plánta áirithe do thógáil na mbórdanna ar an Iarnród Luath Xiongxin ag úsáid an scéime aonuimhthe le heochairchiseanna CNC, ag scriosadh an modh traidisiúnta "ag brath ar thairbhe agus ar shaineolas", ag críochnú caighdeánú agus córasú táirgeoirí an chrainn, le raon earráide i bhfadha an chrainn laistigh de milliméadar agus le laghdú ar earráid an uillinn bhearna go dtí ±0,5°. Ar an dara dul síos, laghdaíonn an bhearna cruinn go mór an cailliúint ábhair. Trí chumasc stoc agus na coinníollacha maidir le hábhair atá fágtha trí algoritmeacha oiriúnaithe bearna móra sonraí, chun an t-ordú tógála a fheabhsú, in éineacht le bailiú lárnach na n-ábaltaí ó dhroichid hidriliúla agus le dearadh ceann bearna le haghaidh slíseanna, tá costais an phróisis go mór laghdaithe, agus tá cuid de na pláintí próisis fiú ag fáil laghdaithe suas le 98%. Ar an tríú dul síos, cuireann an t-úsáid teicneolaíochta athúsáide intleachtúil ar ábhair atá fágtha an t-úsáid arís ar ábhair ghoirt i bhfeidhm, ag baint amach córas próisis chiorclach "gan chailliúint" éifeachtach agus ag feabhsú éifeachtúlacht úsáide na n-ábhar bunaidh ón bhun.
Tá luach an éifeachtaíochta i dtreoithiú barraí cruaidh leathnaithe ar an tionscadal foirgnithe i gceart: cuireann líne gearrtha barraí cruaidh a oibríonn go gnách an "cnaipe luasaithe" i bhfeidhm ar an tionscadal foirgnithe iomlán, ag déanamh gach céim den athrú ó mhaolchruaith go dtí an táirge deiridh níos tapúla, níos cruinne agus níos iontaofa. Ní hea seo ach forbairt ar leibhéal teicniúil ach freisin portráid bheo agus fíor den athrú ar an industriúilú agus an digiteachú ar an tionscadal foirgnithe.
 Nuacht Nua
Nuacht Nua2026-05-27
2026-05-18
2026-05-12
2026-05-08
2026-05-01
2026-04-27
Cóipcheart © 2026 Shandong synstar Intelligent Technology Co., Ltd. Gach ceart ar cosaint. - Beartas Príobháideachta