I. Wprowadzenie: Od „Jedno cięcie dla wszystkich” do „Pierwszeństwo wydajności”
Zbrojenie, jako szkielet konstrukcji żelbetowych, ma bezpośredni wpływ na postęp budowy i koszty. W przeszłości cięcie zbrojenia opierało się na ręcznych maszynach tnących lub prostym sprzęcie tnącym, co wiązało się nie tylko z dużym wysiłkiem fizycznym i niską prędkością pracy, ale także z niestabilną jakością cięcia, uniemożliwiającą spełnienie wielu wymagań dotyczących precyzji i wydajności w przypadku inteligentnych projektów inżynieryjnych. Wraz z rozwojem technologii obróbki numerycznej i sprzętu zautomatyzowanego pojęcie linii do cięcia zbrojenia stopniowo zaczęło pojawiać się w świadomości jednostek budowlanych – nie jest to pojedyncza maszyna tnąca, lecz kompleksowa linia produkcyjna obejmująca załadunek surowca, cięcie prętów, strzyżenie oraz zbieranie gotowych wyrobów. Wydajność linii do cięcia zbrojenia odnosi się zasadniczo do tempa i jakości produkcji zbrojenia w jednostce czasu na tej linii produkcyjnej, odzwierciedlając kompletne możliwości sprzętu, szybkość technologii obróbki oraz poziom zarządzania. Zrozumienie treści i zakresu tej wydajności ma ogromne znaczenie praktyczne dla poprawy etapu obróbki zbrojenia oraz podniesienia ogólnych korzyści.
II. Ewolucja technologiczna: skok wydajnościowy od tnących do cięcia przewyższa proces cięcia prętów stalowych
Trend rozwoju technologicznego nie jest linią prostą. Tradycyjne maszyny do prostowania i cięcia prętów stalowych wykorzystują siłę tnącą do „łamania” prętów stalowych. Zasada działania jest prosta, a wyposażenie ma niską cenę, dlatego urządzenia te były powszechnie stosowane na budowach. Jednak podczas procesu tnącego górna część pręta stalowego ulega zgnieceniu, co powoduje znaczne odkształcenia, nieregularne cięcia oraz uszkodzenia pręta stalowego, co bezpośrednio wpływa na wytrzymałość kolejnego połączenia za pomocą tulei w konstrukcji budowlanej. Jeśli przeprowadzi się obróbkę szlifową, jest ona czasochłonna i pracochłonna; jeśli tego nie zrobiono, może to prowadzić do skrócenia długości połączenia tulejowego oraz obniżenia właściwości mechanicznych połączenia prętów stalowych.
Pojawiają się alternatywne opcje wraz ze zmianą czasów. Linia produkcyjna do cięcia prętów zbrojeniowych przy użyciu narzędzi CNC wybiera metody cięcia zamiast tnących. Wykorzystuje wysokoprędkościowe, obrotowe piły do drewna w celu precyzyjnego cięcia prętów zbrojeniowych, co daje gładkie przekroje, które zazwyczaj nie wymagają obróbki wtórnej i natychmiast zapewniają jakość połączeń mechanicznych. Ponadto wprowadzenie technologii i sprzętu, takich jak maszyny CNC do cięcia laserowego oraz cięcia plazmowego, dodatkowo wspiera rozwój procesów produkcji prętów zbrojeniowych w kierunku wyższej precyzji i wyższej wydajności. Podstawowa logika tej ewolucji technologicznej jest bardzo jasna: wydajność nie polega wyłącznie na „szybkim cięciu”, lecz przede wszystkim na „dobrym, dokładnym i ekonomicznym cięciu”. Odpowiedzialne porzucenie metody cięcia tnącego nie oznacza regresu pod względem wydajności, lecz stanowi kompleksową transformację samego pojęcia wydajności – zapewnienie jakości jest z natury najbardziej wydajnym procesem produkcyjnym.
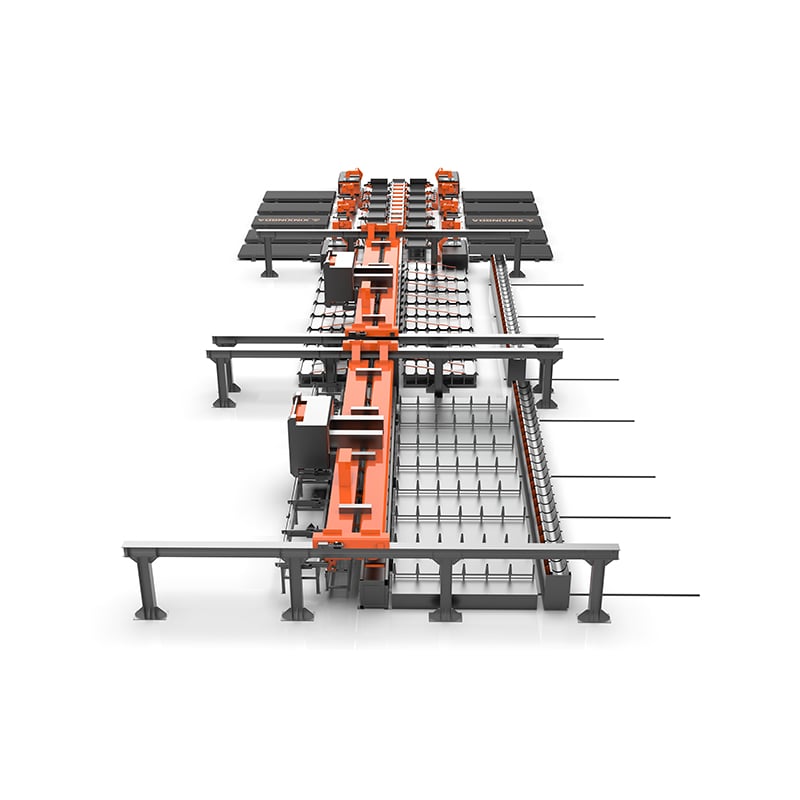
III. Reforma technologii automatyzacji: Wydajność linii tnącej CNC osiągnęła nowy poziom. Jeśli przejście od cięcia nożycowego do cięcia rozwiązało problem „jak ciąć”, to rozwiązanie automatyzacji linii tnącej CNC w pełni rozwiązało kwestię „jak szybko ciąć”. Dzięki sterowaniu opartemu na dużych zbiorach danych linia tnąca CNC do prętów stalowych osiągnęła automatyczną, ciągłą i zoptymalizowaną produkcję hydraulicznego cięcia prętów stalowych, minimalizując przy tym udział człowieka.
Informacje o zdolności produkcyjnej są najskuteczniejszym potwierdzeniem. Na przykład w przypadku prętów stalowych o średnicy około 25 mm linia cięcia CNC może przeciwać od 8 do 15 prętów jednocześnie, a cały proces cięcia trwa zaledwie kilka sekund. Całkowita wydajność jednej linii może osiągać 50 ton, co odpowiada dziennemu wykorzystaniu pracy kilku pracowników. Niektóre modele wysokiej klasy pozwalają nawet na szybkość cięcia wynoszącą 20 sztuk na minutę oraz prędkość transportu prętów stalowych na poziomie 90 metrów na minutę, co znacznie skraca czas obróbki poszczególnych elementów. W konkretnych projektach inteligentna fabryka prętów stalowych w mieście Tangshan w prowincji Hebei wybrała linie produkcyjne CNC do cięcia i gięcia oraz inne maszyny zautomatyzowane, dzięki czemu tylko 7 operatorów jest w stanie osiągnąć całkowitą zdolność produkcyjną na poziomie około 70 ton dziennie. Po wprowadzeniu zautomatyzowanych linii montażowych w fabryce prętów stalowych Chengke Quick and Smart liczba pracowników potrzebnych do wykonania tej samej pracy zmniejszyła się do ok. 10 osób – przy tradycyjnej obróbce ręcznej wymagane było 20–30 osób, a wydajność produkcji wzrosła 3–5-krotnie. Zautomatyzowana fabryka prętów stalowych CNC dla Projektu Kolei Hechi zwiększyła stopę wydajności gotowych produktów o ponad 80% w porównaniu do tradycyjnej obróbki ręcznej.
Poprawa wydajności wynikająca z zastosowania technologii automatyzacji jest wszechstronna. Inteligentny system do przetwarzania prętów stalowych umożliwia pełną automatyzację całego procesu – od transportu surowców, załadunku, cięcia i obróbki produkcyjnej po gotowe wyroby. Skuteczne strefowe zaplanowanie układu systemu oraz współpraca z maszynami sterowanymi numerycznie i systemami sterowania serwonapędowego integrują pierwotnie rozproszone procesy w płynnie działający łańcuch produkcyjny. Dla jednostek budowlanych również znacznie poprawiono obsadę personelu – w porównaniu z tradycyjnym zespołem roboczym liczącym 15–20 osób, zautomatyzowana linia produkcyjna wymaga jedynie zespołu 5–6 osób do realizacji codziennej produkcji, co skutecznie złagodziło długotrwały problem niedoboru zasobów ludzkich na etapie przetwarzania prętów stalowych.
IV. Dokładność wartości użytkowej: Jak dokładność wpływa na wydajność
W dziedzinie obróbki prętów stalowych precyzja i wydajność są często dwoma stronami tej samej monety. Maszyna tnąca szybko, ale nieprecyzyjnie, generuje odpady i wymaga ponownej obróbki, co całkowicie niweczy jej przewagę szybkości. Linie CNC do tnienia prętów stalowych wykazały w tym zakresie wyraźne zalety. Pod względem dokładności odległości produkt wykorzystuje silnik o zmiennej częstotliwości napędzający strukturę śruby kulowej w celu regulacji odległości między krawędzią tnącą a zablokowaną przesłoną pozycjonującą, w połączeniu z serwonapędem zapewniającym dokładny pomiar, osiągając dokładność odległości wynoszącą ±2 mm. Jednak w bardziej reprezentatywnych praktykach inżynierskich dokładność odległości linii tnąco-szlifującej oraz linii tnąco-giętkiej do prętów stalowych osiągnęła nawet ±1 mm.
Poprawa dokładności przyniosła wielowymiarowe zyski w zakresie efektywności. Po pierwsze, jakość wyrobów gotowych jest stabilna i niezawodna, co zmniejsza konieczność ponownego przetwarzania spowodowaną błędami wymiarowymi oraz zapewnia postęp prac budowlanych. Pewien zakład produkujący belki dla szybkiej linii kolejowej Xiongxin wprowadził jednolite rozliczanie maszyn CNC, co obaliło tradycyjny sposób pracy oparty na „doświadczeniu i wyczuciu”, umożliwiając standaryzację i systematyzację produkcji oraz obróbki prętów stalowych; zakres błędów długości cięcia prętów stalowych mieści się w granicach milimetra, a błąd kąta gięcia został ograniczony do ±0,5°. Po drugie, precyzyjne cięcie znacznie zmniejsza odpady materiałowe. Poprzez integrację danych dotyczących stanu magazynowego i pozostałych po wcześniejszych operacjach materiałów za pomocą algorytmów optymalizacji cięcia opartych na analizie dużych zbiorów danych poprawiono planowanie produkcji; dodatkowo zastosowanie centralnego zbierania końcówek materiału metodą tnącą hydrauliczną oraz projektowanie główek tnących z ukośnymi krawędziami pozwoliło na znaczne obniżenie kosztów przetwarzania – w niektórych zakładach przetwórczych osiągnięto nawet redukcję kosztów na poziomie 98%. Po trzecie, zastosowanie inteligentnych technologii odzysku materiałów pozostałych po produkcji umożliwia ponowne wykorzystanie krótkich odcinków materiału, co umożliwia skuteczne funkcjonowanie cyklicznego systemu produkcji z zasadą „brak odpadów” oraz poprawia wydajność wykorzystania surowców już na etapie ich źródłowym.
Wartość efektywności na etapie przetwarzania prętów stalowych odzwierciedla się ostatecznie w całym projekcie budowlanym: prawidłowo funkcjonująca linia cięcia prętów stalowych wciska „przycisk przyspieszenia” dla całego projektu budowlanego, dzięki czemu każdy etap przekształcania surowca w gotowy produkt – czyli pręty stalowe – staje się szybszy, dokładniejszy i bardziej niezawodny. Nie jest to jedynie postęp na poziomie technicznym, lecz również żywe i wiernie oddające rzeczywistość przedstawienie transformacji branży budowlanej w kierunku industrializacji i cyfryzacji.
 Gorące wiadomości
Gorące wiadomości2026-05-27
2026-05-18
2026-05-12
2026-05-08
2026-05-01
2026-04-27
Copyright © 2026 Shandong synstar Intelligent Technology Co., Ltd. Wszelkie prawa zastrzeżone. - Polityka prywatności